Gray Line
Gray line
Content is currently under preparation ...
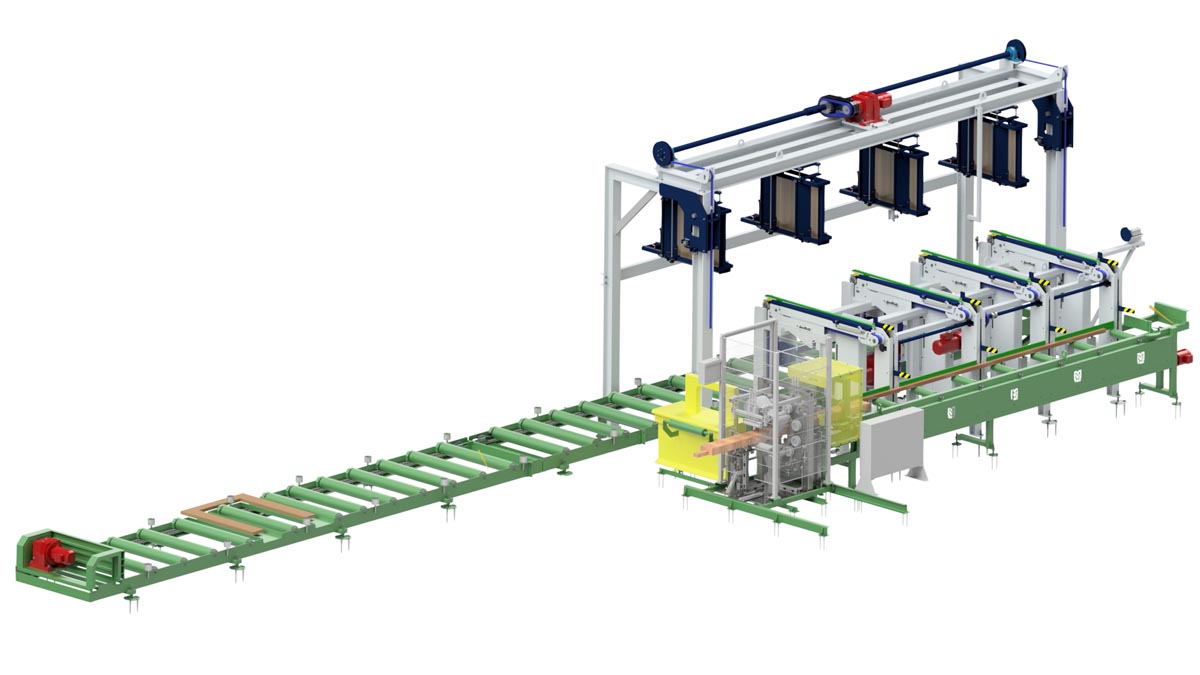
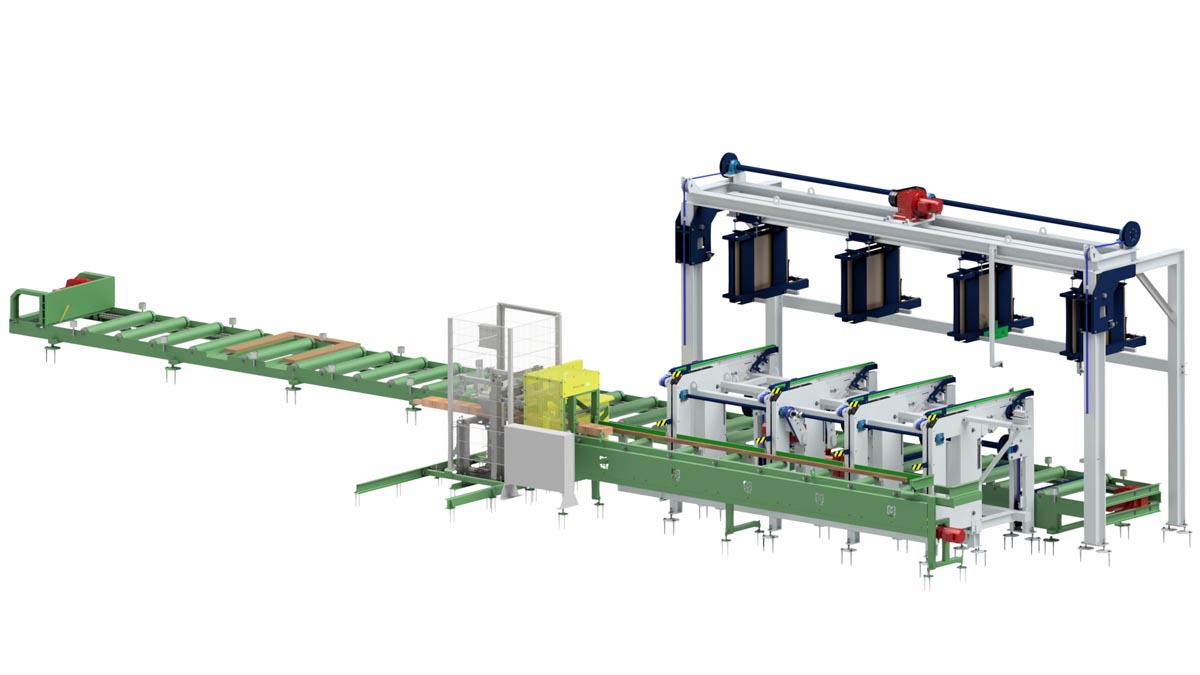
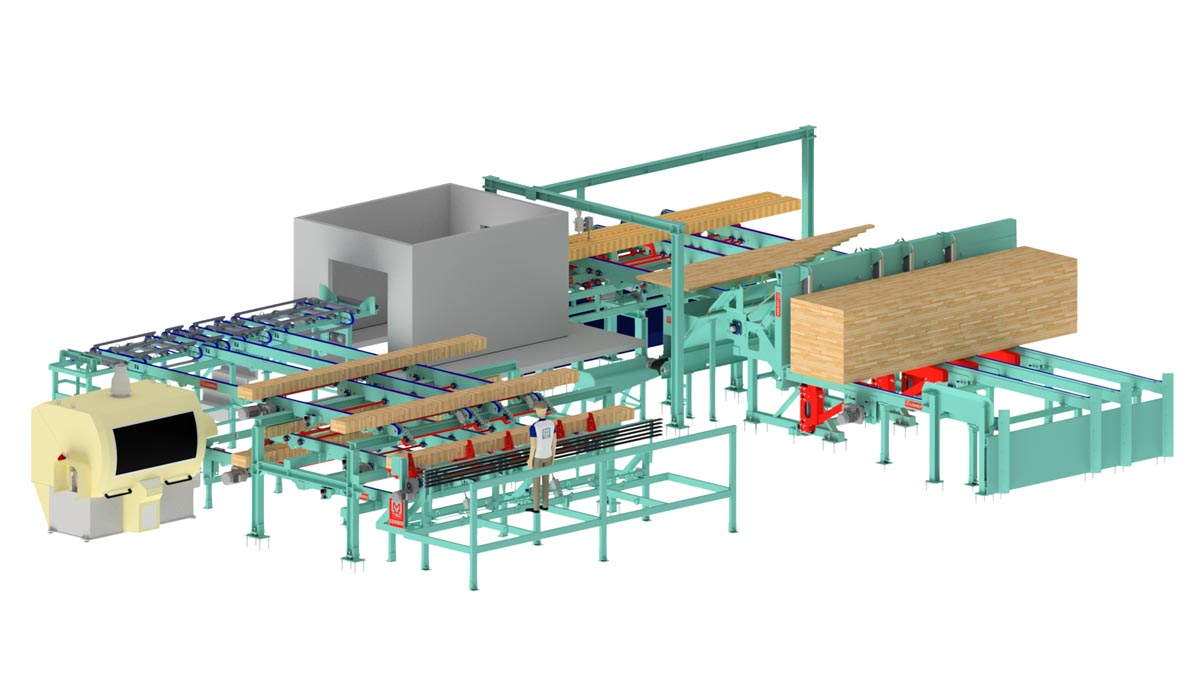
Stacking Device for Small-Dimension Beams
Brief Discreption
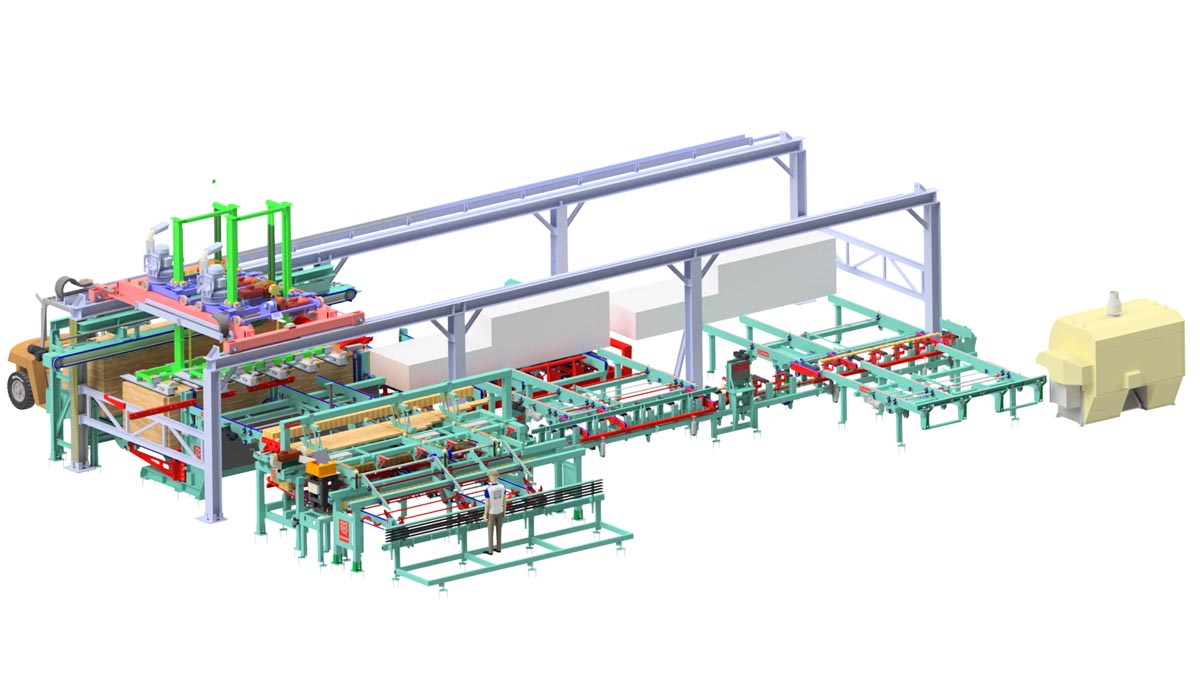
The paternoster carrier lifts the bundle to the stacker while simultaneously moving the previous bundle into the starting position for stacking. After lifting the specified number of bundles, the forks begin to extend, and a motion-controlled stop integrated into each fork secures the layer of bundles from behind, pushing it onto the lift.
When the forks are in the extended position, pneumatically controlled stops at the end of the stacker extend, and the forks begin their return motion, sliding the layer of beams onto the lift. The lift lowers by one step, allowing the magazines of the sticker feeder to descend and place intermediate stickers on the layer. This process repeats until the required number of bundles is stacked. Once stacking is complete, the entire bundle is lowered onto a roller conveyor, which transports it for further processing.
Conveyors
1. Roller Conveyor (Item 90)
2. Stacker with Paternoster (Item 100)
3. Sticker Feeder (Item 110)
4. Roller Conveyor (Item 120)
Technical Specifications
- Total Motor Power [kW]: 14
- Stacking Speed CYCLE [pcs/min]: 10
- Lumber Length [m]: 1.8-6
- Lumber Width [mm]: 50-250
- Lumber Height [mm]: 12-140
- Bundle Width [mm]: 1200x1200
- Bundle Length [mm]: 6000
- Total Weight [kg]: 15,200
Reference


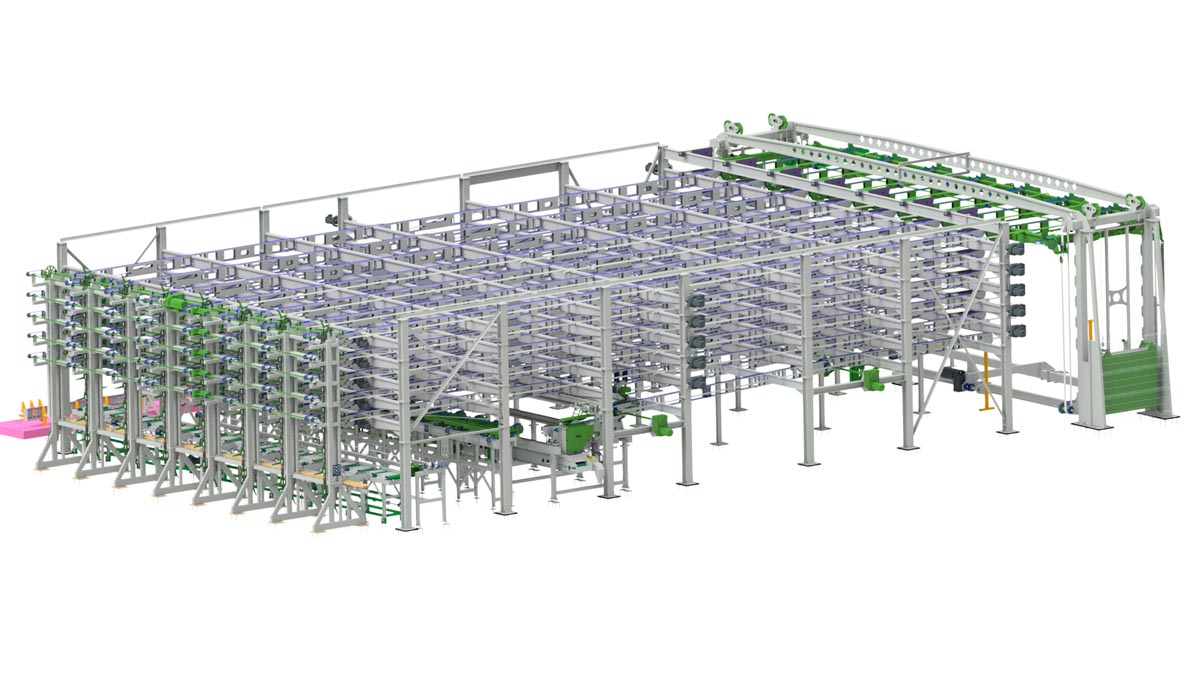
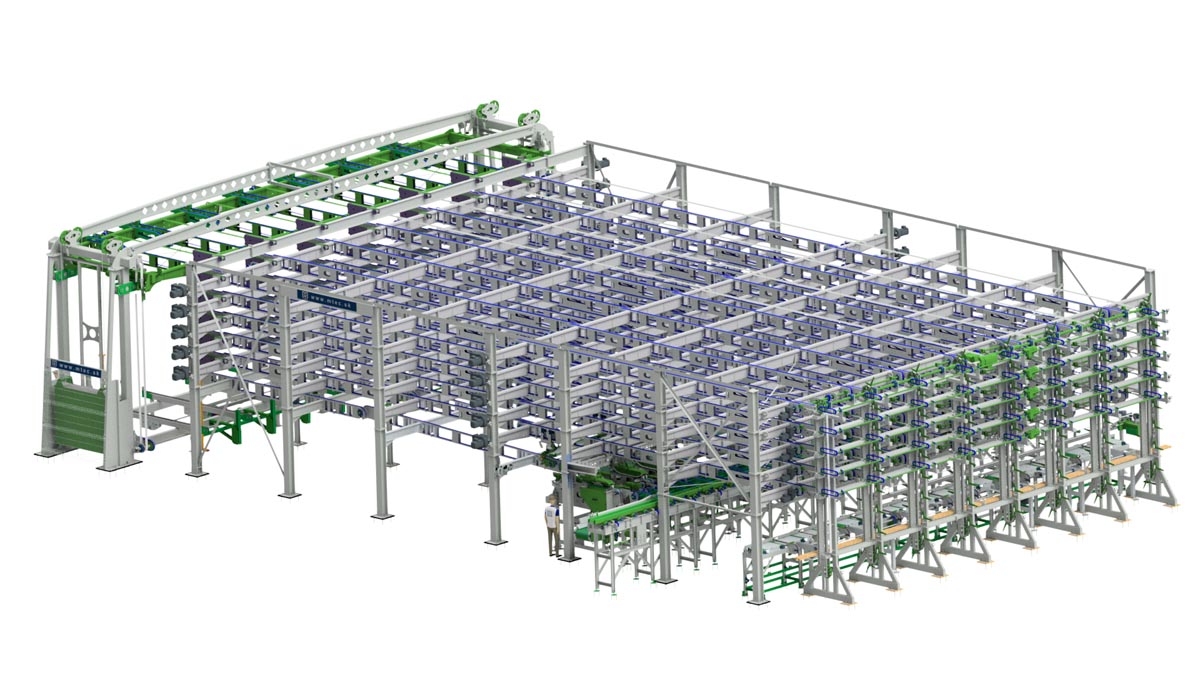
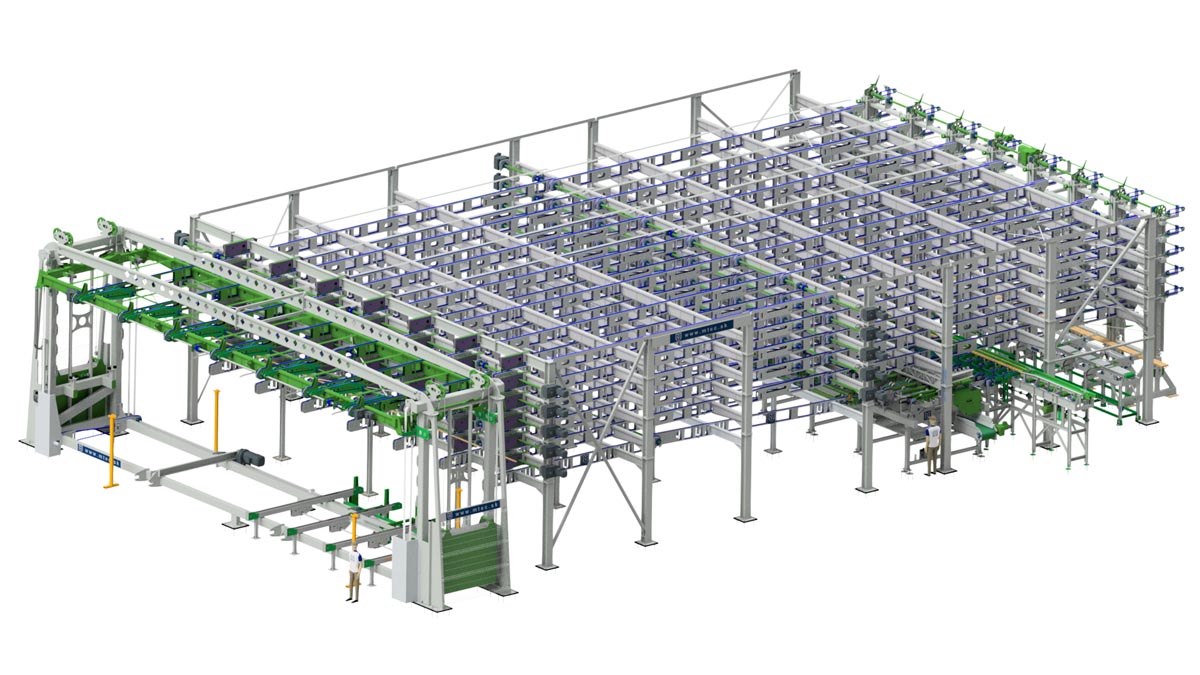
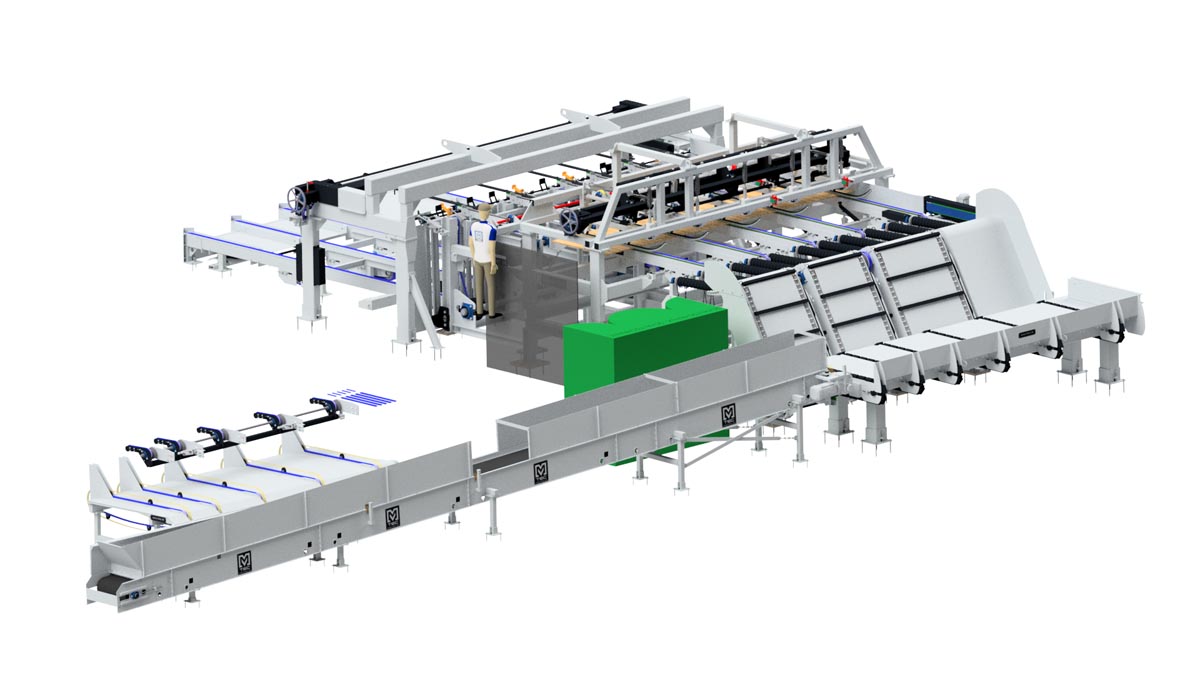
Post-Finger-Jointing Mechanization
Brief Description
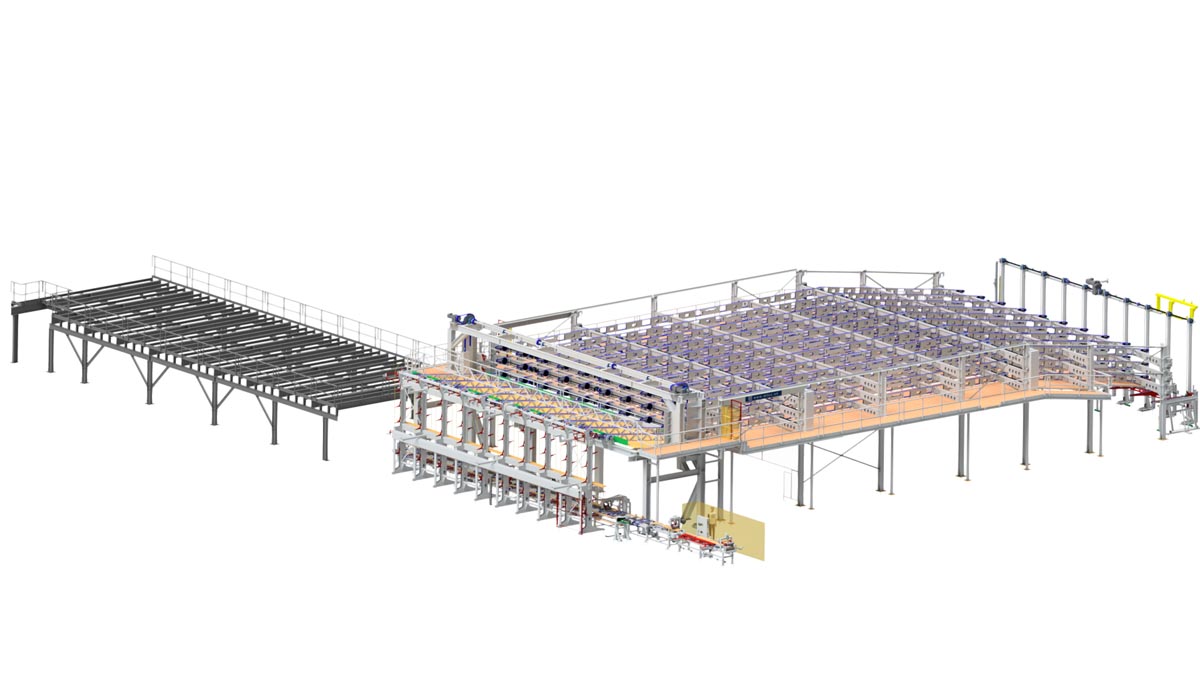
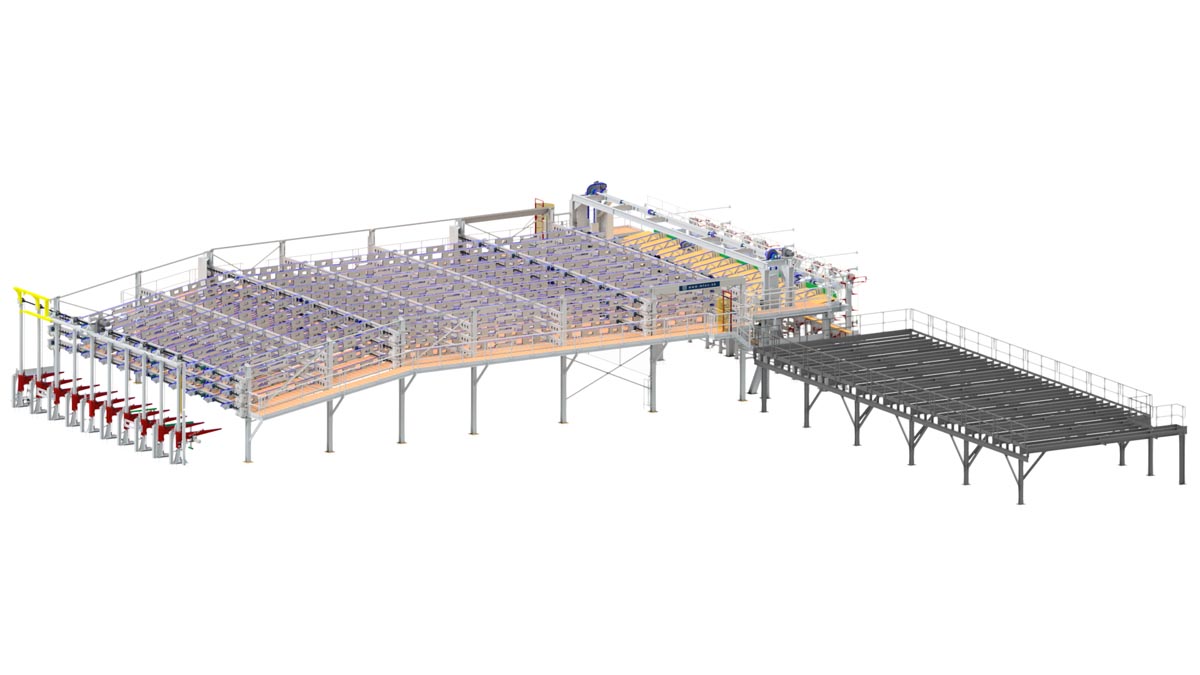
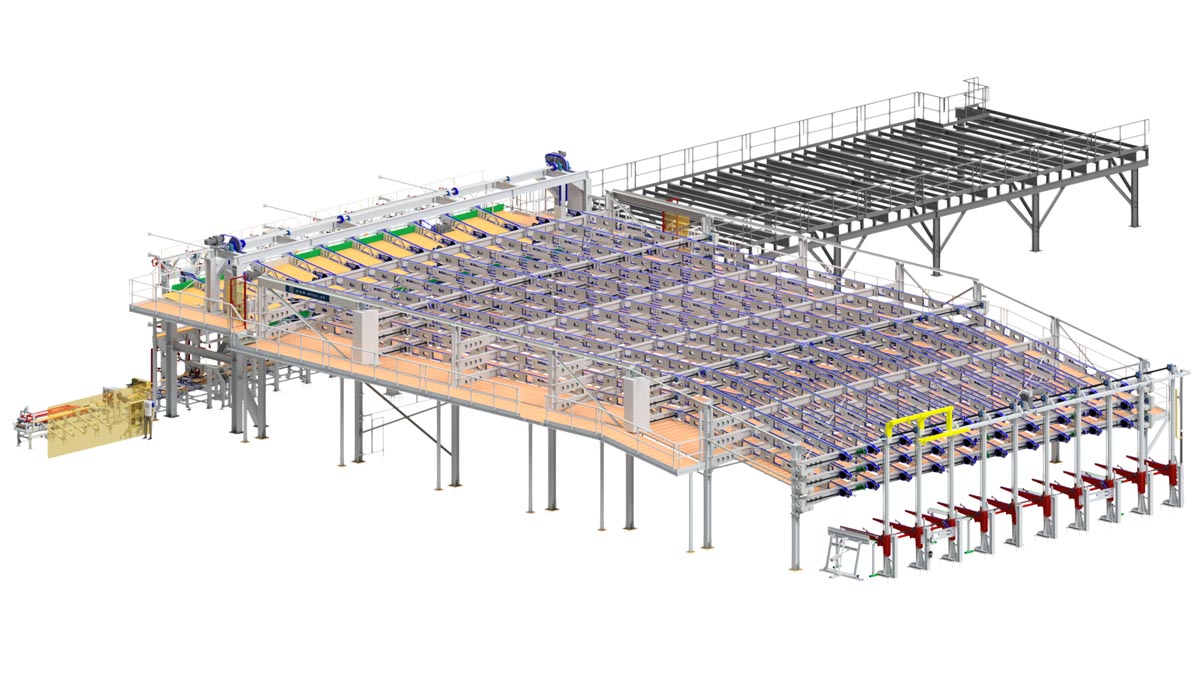
In the paternoster, boards are elevated individually and sorted according to requirements into various tiers, forming a belt of boards. The system includes five tiers in total. Boards are sorted into these tiers based on quality and width. The sorting process also serves as a buffer for boards before trimming and as a drying phase for glue after finger jointing. Once a tier is filled and the glue has sufficiently dried, an operator selects the tier for processing.
Chain tracks connected to a portal lift are raised to the selected tier, filled with boards, and lowered to the lower branch, forming the input to the planer. The belt of boards is transferred from the lifting chain tracks to chain tracks with a buffer, which also serve as an operational storage area. The belt is transported to a separator, where individual boards are separated from the belt and sent to trimming saws.
The system includes six trimming saws in total: one for squaring the ends and five for cutting the boards to the desired lengths. The trimmed boards are transferred to chain tracks with carriers integrated with rollers. These rollers transport the boards further to the planer for additional processing.
Conveyors
2. Chain Tracks with Stoppers (Item 1020)
3. Elevator - Paternoster (Item 1030)
4. Tiered Lumber Sorting (Item 1040)
5. Chain Tracks with Portal Lift (Item 1050)
6. Chain Tracks with Buffer (Item 1060)
7. Chain Tracks with Separation (Item 1070)
8. Trimming Saw (Item 1080)
9. Chain Tracks with Roller Conveyor (Item 1090)
Technical Specification
- Total Motor Power [kW]: 226
- Cycle – Feeding into Planer [pcs/min]: 75
- Cycle – Before Paternoster [pcs/min]: 22
- Lumber Length Before Trimming [m]: 7.5-15.1
- Lumber Length After Trimming [m]: 1.8-15.0
- Lumber Width [mm]: 70-250
- Lumber Height [mm]: 19-100
- Wood Type: Spruce, Pine
- Total Weight [kg]: 157,350
Reference
-
IDE Woods - Sawmill

Finger-Jointing Mechanization
Brief Description
Lorem ipsum ....
Conveyors
Lorem ipsum ....
Technical Specifications
Lorem ipsum ....
Reference
Lorem ipsum ....


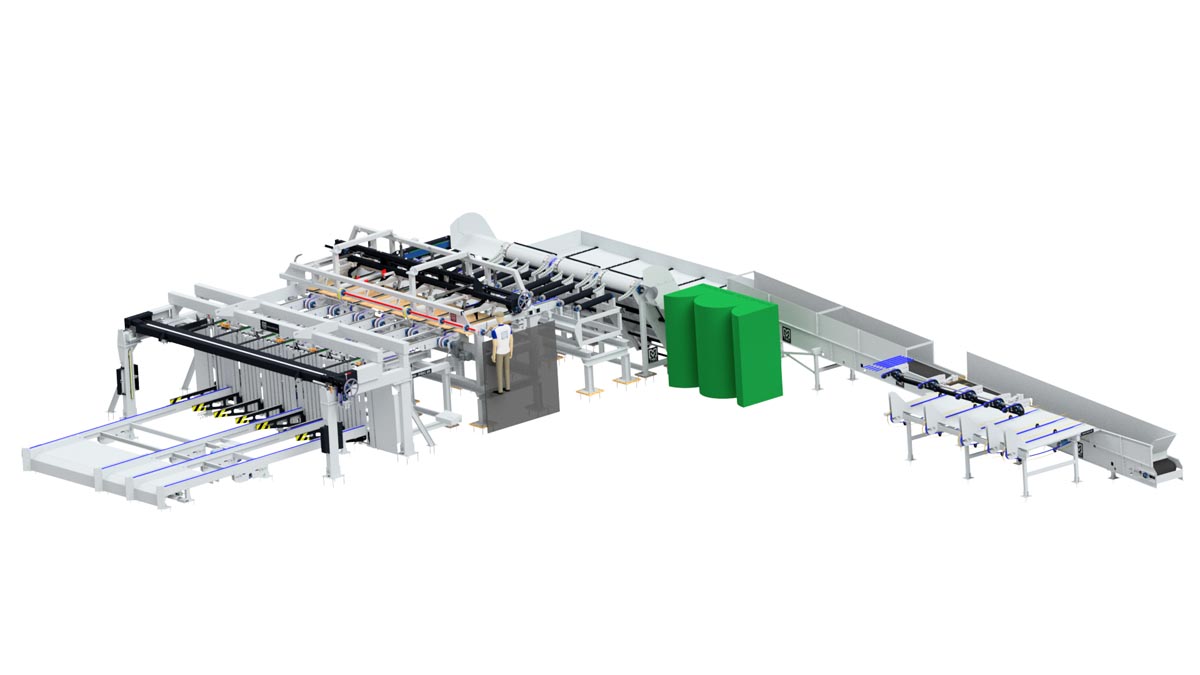
Lumber Entry into Trimming Saw Before Finger-Jointing
Brief Description
Separated boards are transported on chain tracks with carriers that include various mechanisms. Initially, alignment rollers square the boards to a unified zero line. Next, a front planer trims the board ends, with boards held in place by an upper pressure mechanism during the trimming process. Boards then pass through a moisture meter and move to a strength measurement system. After these measurements, boards slide down to an operator who assesses their quality, marking any defects such as knots or split ends with UV fluorescent chalk. This marking allows subsequent sensors to detect the defects and sort the boards by quality.
Boards approved by the operator are released onto chain tracks, where unusable boards are diverted to a discharge box by lifting chain flaps above the roller conveyor. Boards designated for trimming are transported via a roller conveyor. On the roller conveyor, a pair of scanning rollers detect UV chalk markings. Based on board quality, lumber may be directed to one of two chain tracks, serving as operational storage for secondary-grade lumber for later processing. One set of chain tracks with separation capabilities also serves as a side input for lumber heading to the trimming saw.
Boards directed to the trimming saw are lifted at the end of the roller conveyor by chain flaps above the roller conveyor and transferred onto chain tracks with a stopper and an extendable stop for queued boards. At the end of the chain tracks, pneumatically controlled lifting rollers elevate the boards above the chain tracks, from where the trimming saw pulls them for processing.
Conveyors
2. Lifting Roller Conveyor (Item 10)
3. Vacuum Portal (Item 20 – Customer Supplied)
4. Sticker Sweeper (Item 25)
5. Chain Tracks with Separation (Item 30)
6. Chain Tracks with Planer and Measurement (Item 35)
7. Conveyor for Quality Inspection (Item 45)
8. Chain Tracks (Item 50)
9. Roller Conveyor with Measurement (Item 55, 60)
10. Chain Tracks with Separation and Flap (Item 62)
11. Chain Tracks with Extendable Stop and Flap (Item 66)
12. Chain Tracks with Separation (Item 70)
Technical Specifications
- Total Motor Power [kW]: 82
- Capacity in Linear Meters [m/shift]: 4,950
- Lumber Length [m]: 3-5.1
- Lumber Width [mm]: 75-330
- Lumber Height [mm]: 40-180
- Wood Type: Spruce, Pine
- Bundle Dimensions [mm]: 1200x1400
- Bundle Length [mm]: 3000-5100
- Total Weight [kg]: 56,700
Reference
- ODNOVA - Poľsko



Planer Surrounding Mechanization
Brief Description
The boards are then transported to a controllable end stop. From the end stop, the board is picked up by an acceleration roller that feeds it into the planer. Boards exiting the planer are discharged onto a roller conveyor, which integrates chain tracks with carriers. The carriers remove the boards from the roller conveyor and move them to chain tracks with a stopper. These chain tracks with a stopper also serve as an operational buffer while the operator assesses the quality of the previously processed lumber.
Once the quality assessment table is cleared, a board is released from the stopper onto the table, sliding down skids. After quality determination, the lumber is either transported to one of two tiers that serve as a buffer for secondary-grade boards or directed to the trimming saw, where all defects identified on the board are cut out.
Conveyors
2. Destacker (Item 10)
3. Chain Tracks with Separation (Item 20)
4. Acceleration Conveyor (Item 25)
5. Roller Conveyor with Chain Tracks and Carriers (Item 40)
6. Chain Tracks with Stopper (Item 45)
7. Conveyor for Quality Assessment (Item 50)
8. Dual-Tier Lumber Sorting (Item 55)
Technical Specifications
- Total Motor Power [kW]: 27.5
- Processing Volume [m³/shift]: 37
- Lumber Length [m]: 2.5-4.5
- Lumber Width [mm]: 80-300
- Lumber Height [mm]: 25-130
- Wood Type: Spruce, Pine
- Bundle Dimensions [mm]: 1200x1200
- Bundle Length [mm]: 2500-4500
- Total Weight [kg]: 21,000
Reference
- KOLES - Slovenia


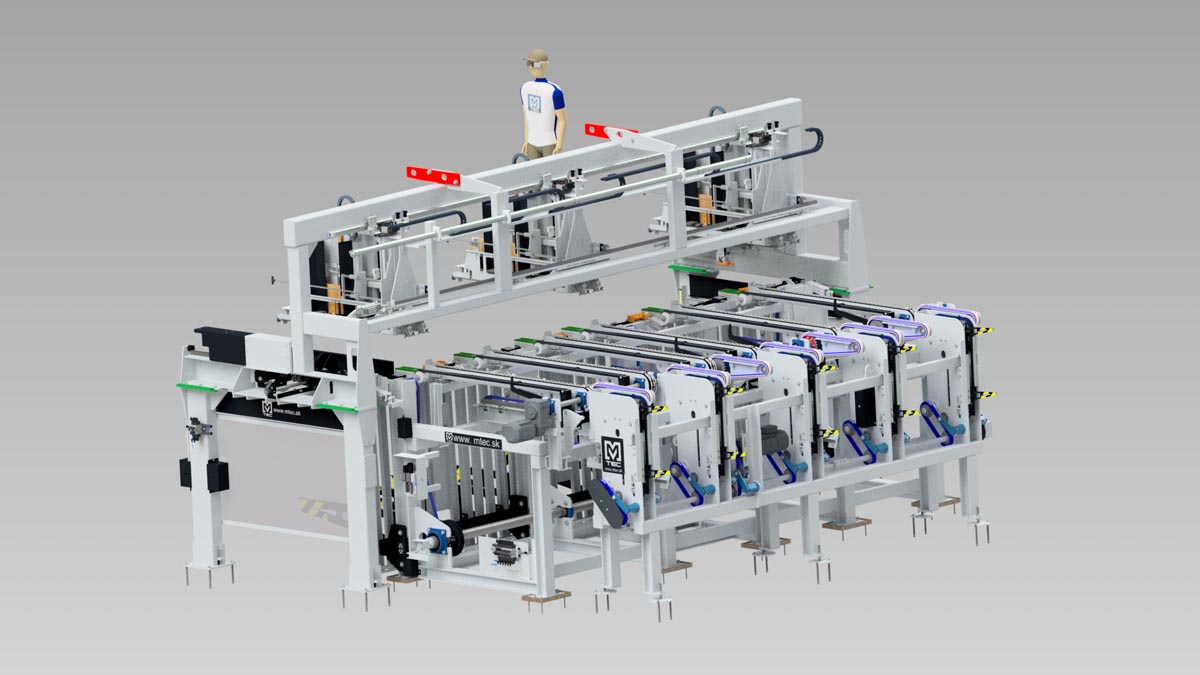
Stacking Device Behind the Planer
Brief Description
The separation works by lowering the flap, ensuring that the carrier pulls only the bottom board. Once separated, the board is transported through integrated alignment rollers, which align the board to a unified zero line. The board then moves through a pair of trimming saws that square the ends of the lumber. The squared lumber is transported onto the stacker tracks, which feature a special chain to prevent any damage to the planed lumber.
The board is transported along the chain tracks to a fixed end stop, where a continuous layer of boards is formed. Once the desired length of the board strip is achieved, the chain tracks lower and deposit the boards onto the forks. The forks, powered by an electric motor, extend, the tracks lift, and the forks retract, sliding the boards onto the lift against an electrically controlled stop. At this stage, the entire stacked layer is once again aligned using a side pneumatic stop.
The stacking cycle repeats until a complete bundle is formed. The bundle is then lowered to the bottom position on the lift, where it is transported by chain tracks for further processing.
Conveyors
2. Paternoster (Item 10)
3. Separation Flap (Item 25)
4. Chain Tracks with Alignment (Item 20)
5. Trimming Saws (Item 30)
6. Stacking Device (Items 40, 50)
7. Stopper (Item 45)
Technical Specifications
- Total Motor Power [kW]: 82
- Capacity in Linear Meters [m/shift]: 4,950
- Lumber Length [m]: 3-5.1
- Lumber Width [mm]: 75-330
- Lumber Height [mm]: 40-180
- Wood Type: Spruce, Pine
- Bundle Dimensions [mm]: 1200x1400
- Bundle Length [mm]: 3000-5100
- Total Weight [kg]: 56,700
Reference
- Binderholz - Austria


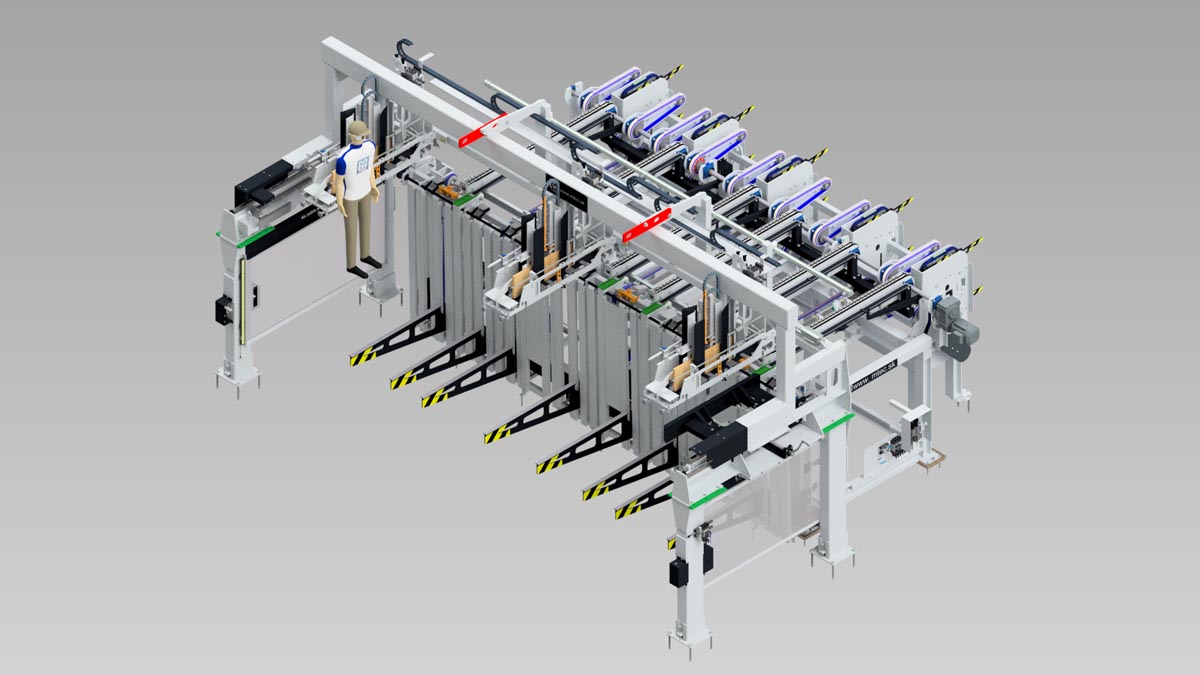
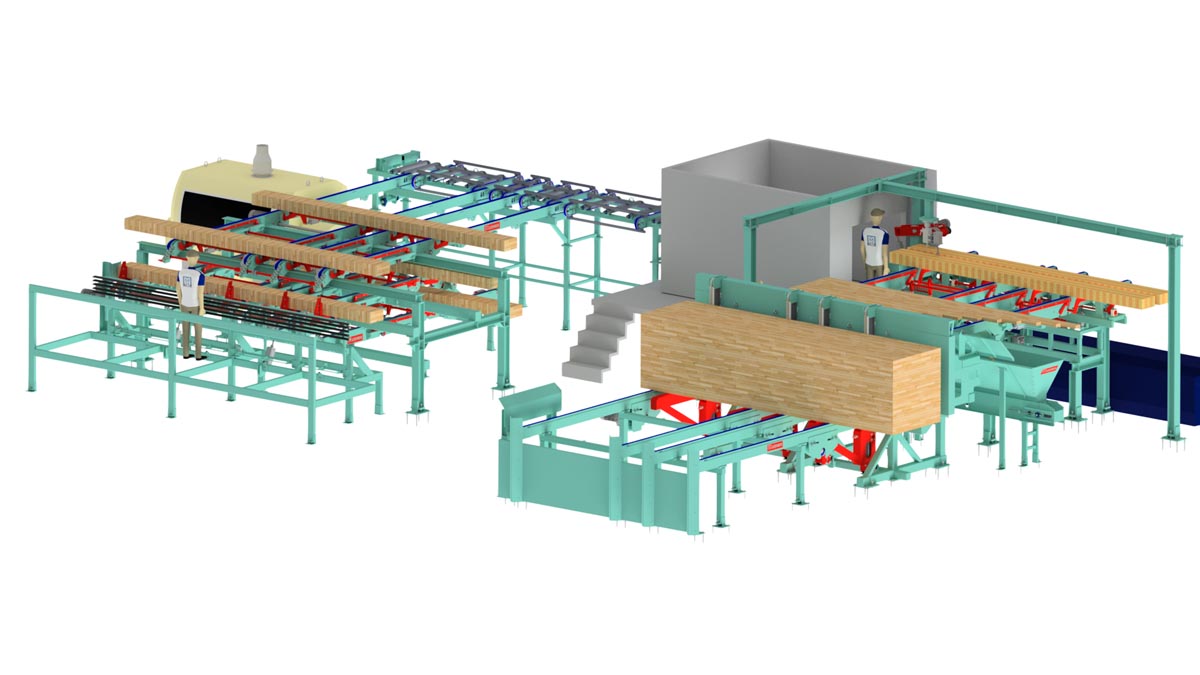
Stacking Device – Secondary Lumber
Brief Description
Following the elevator, an end-squaring conveyor with helical rollers aligns the lumber to a unified zero line. From the end-squaring conveyor, the aligned lumber is transported onto cross chain tracks with an adjustable stop, where layers of boards are formed for stacking. At the end of the conveyor, before entering the stacker, a so-called board stopper is integrated above the tracks.
On the board stopper, the upper hook is adjusted to its position according to the lumber's width, ensuring the creation of the desired board layers for stacking. This mechanism also counts and releases the specified number of boards to the stacker. The stacker combines chain tracks, stacking forks, and a vertically moving lift, all working together in precise coordination.
In this type of stacker, the board strip moves along the chain tracks to a fixed end stop. Sensors detect the presence of the first and last boards in the correct position and send a signal to the control unit. The tracks then activate, and the board strip is placed onto the forks, which perform a forward-backward movement. When the board strip is positioned on the forks in the extended position, the tracks lift, the forks retract, and the strip is transferred onto the lift using an electrically extendable or pneumatically controlled stop.
A pair of stops is integrated to allow stacking boards at an angle if required. As the forks return, the next board strip is already being transported on the tracks. The lift lowers by the required increment, and stacking continues. After several stacking cycles, depending on the lumber's thickness and length, the entire bundle is lowered by the lift onto cross chain tracks and transported for further processing.
Conveyors
1. Sorting Flap (Item 5)
2. Chain Tracks (Item 10)
3. Belt Conveyor (Item 20)
4. Conveyor with Peaked Chain (Item 30)
5. Elevator (Item 40)
6. End-Squaring Conveyor (Item 50)
7. Cross Chain Tracks (Item 60)
8. Conveyor for Creating a Single Layer of Boards (Item 70)
9. Stacking Device (Item 80)
10. Adjustable Stop (Item 85)
11. Cross Chain Tracks (Item 90)
Technical specifications
- Total Motor Power [kW]: 36.4
- Stacking Speed CYCLE [pcs/min]: 40
- Lumber Length [m]: 3-5.2
- Lumber Width [mm]: 70-300
- Lumber Height [mm]: 15-80
- Total Weight [kg]: 29,475
Reference
- Binderholz - Austria

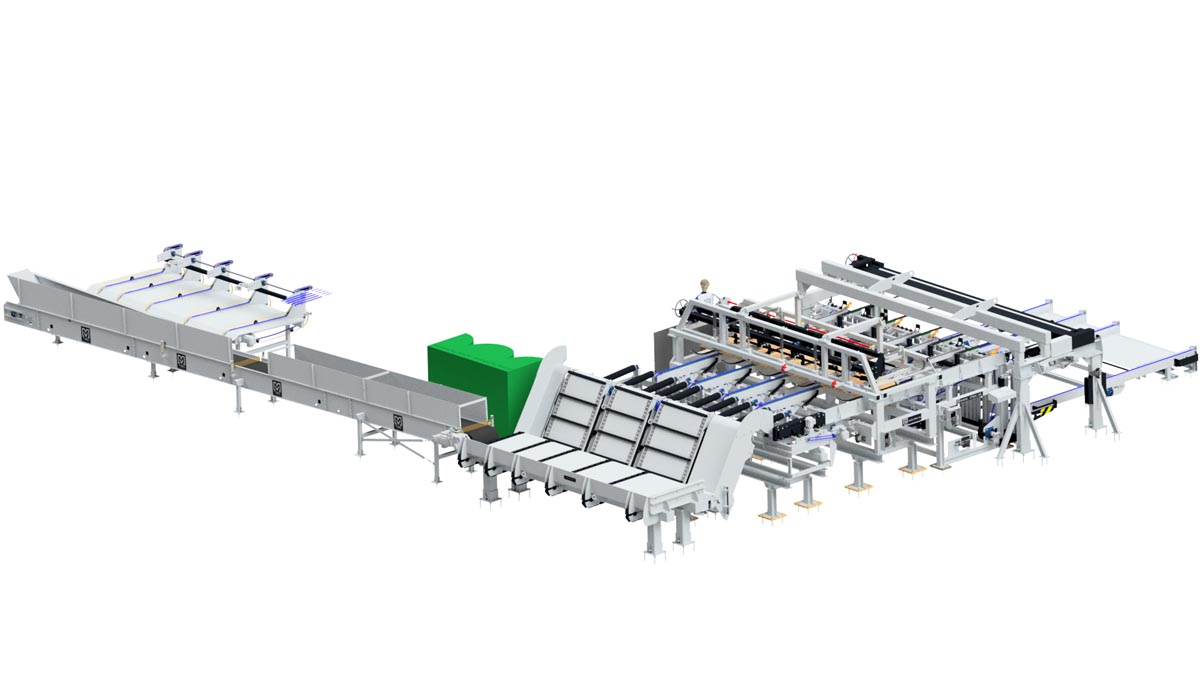
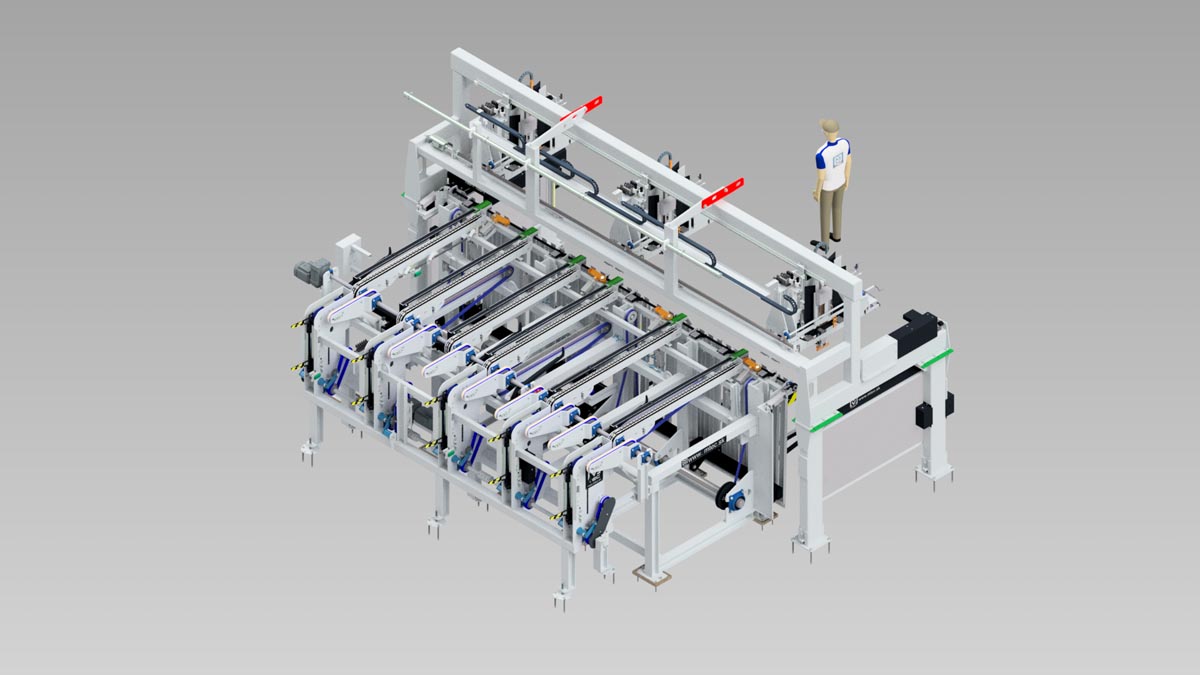
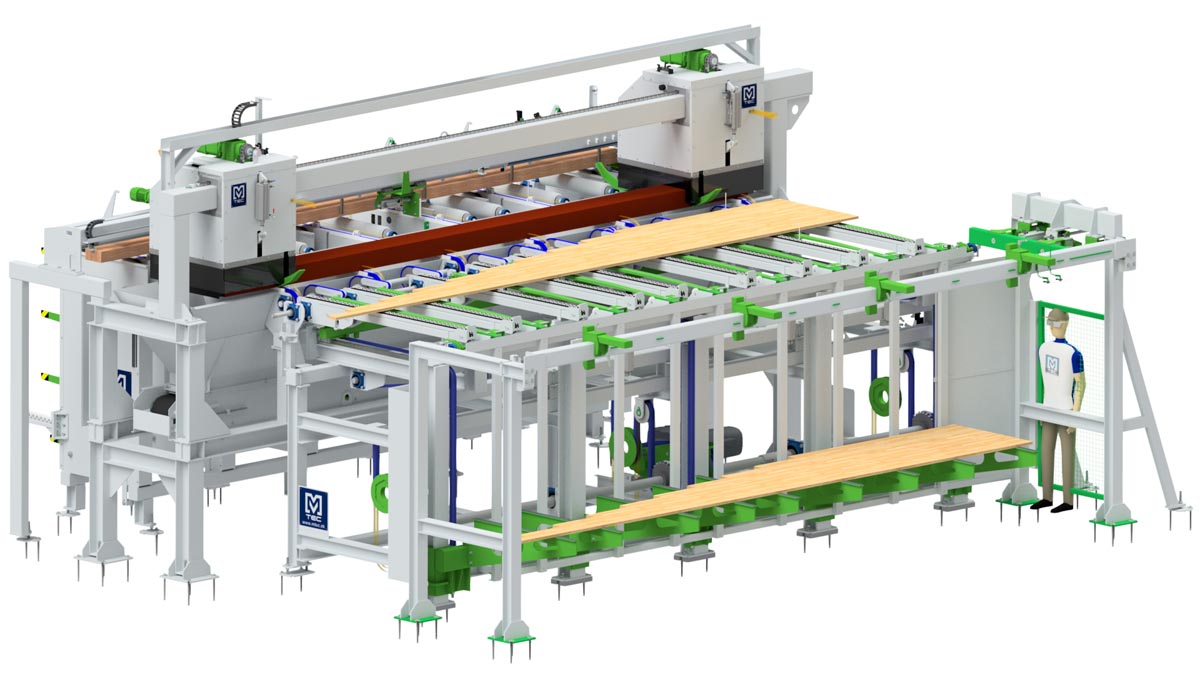
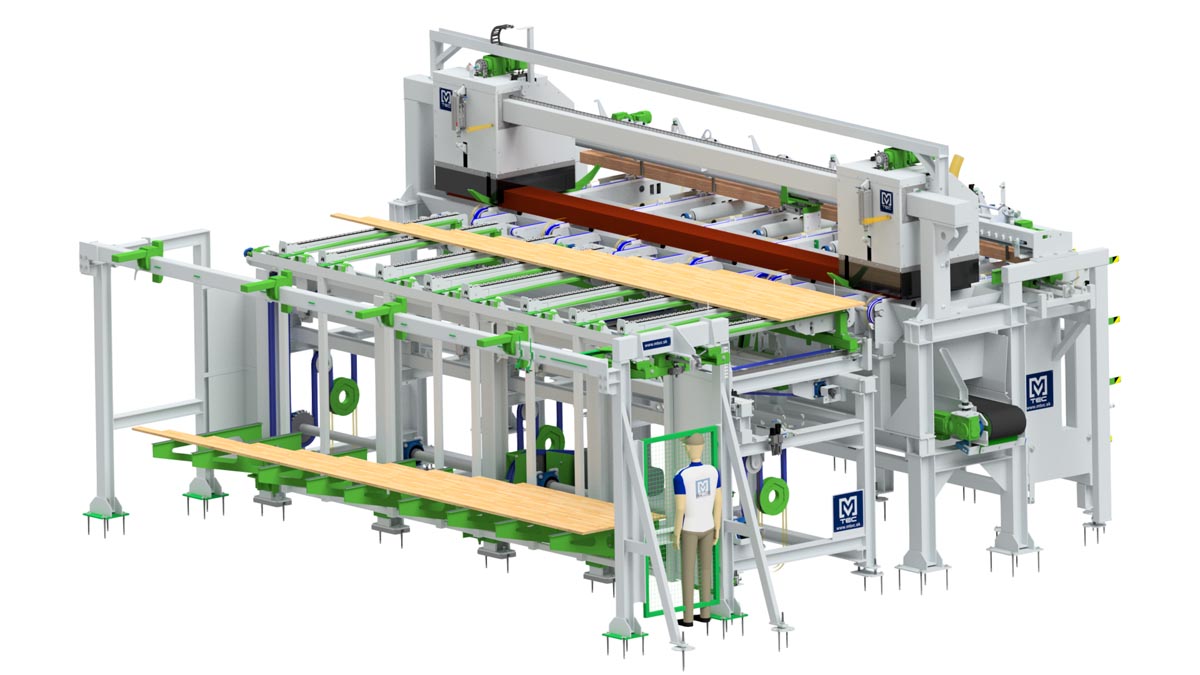
Stacking Device Behind the Planer – Primary Lumber
Brief Description
The stacking device behind the planer for primary lumber is designed to stack planed lumber into bundles. Boards aligned to a zero line are transported via belt tracks to the paternoster, where a carrier performing vertical-horizontal movements picks up the boards. In this application, the system can operate at a rate of 65 pcs/min, equivalent to approximately 1.1 boards per second. The planed board is lifted by the paternoster onto the stacker’s cross chain tracks, which feature a special chain to ensure no damage to the planed lumber.
The board is transported along the chain tracks to a fixed end stop, where a continuous layer of boards is formed. Once the desired length of the board strip is achieved, catch hooks are extended to prevent additional boards from entering the stacking process. The chain tracks lower to deposit the boards onto the forks. The forks, powered by a servo motor for increased stacking performance, extend as the tracks lift. The forks then retract, sliding the boards onto the lift against a pneumatically controlled or electrically extendable stop.
A pair of stops is included in the stacker to enable stacking the board strips either parallel with the use of intermediate stickers or at an angle without stickers. The lift lowers by one step, and a specialized double sticker feeder places one sticker on the edge of the bundle, slightly adjusts, and places the second sticker aligned with the opposite edge. This system ensures that the stickers do not protrude beyond the bundle, allowing for seamless packaging.
The stacking cycle repeats until a complete bundle is formed, which is then lowered by the lift to its bottom position and transported via chain tracks for further processing. The lift returns to the stacking position at high speed to ensure no slowdown of the planer’s operation, even at maximum output. The entire system is fine-tuned to maintain smooth planer operation at a rate of 65 pcs/min, even during bundle removal.
Conveyors
- Belt Tracks (Item 5)
- Elevator (Item 10)
- Stacker (Item 20)
- Sticker Feeder (Item 50)
Technical Specifications
- Total Motor Power [kW]: 12.7
- Stacking Speed CYCLE [pcs/min]: 65
- Configuration:
- Lumber Length [m]: 3-5.2
- Lumber Width [mm]: 38-300
- Lumber Height [mm]: 15-80
- Bundle Width [mm]: 900-1200
- Bundle Height [mm]: 300-1200
- Total Weight [kg]: 12,009
Reference
- Binderholz - Austria