Gray Line
Gray line
Inhalt wird derzeit vorbereitet ...
Stapelgerät für Kleinholzklötze
Kurze Beschreibung
Förderer
1. Rollförderer (Pos. 90)
2. Stapelgerät mit Paternoster (Pos. 100)
3. Lattenheber (Pos. 110)
4. Rollförderer (Pos. 120)
Technische Parameter
- Gesamtleistung der Elektromotoren [kW]: 14
- Stapelgeschwindigkeit TAKT [Stück/Min]: 10
- Holzlänge [m]: 1,8-6
- Holzbreite [mm]: 50-250
- Holzhöhe [mm]: 12-140
- Pakettgröße [mm]: 1200x1200
- Paketlänge [mm]: 6000
- Gesamtgewicht [kg]: 15.200
Referenz


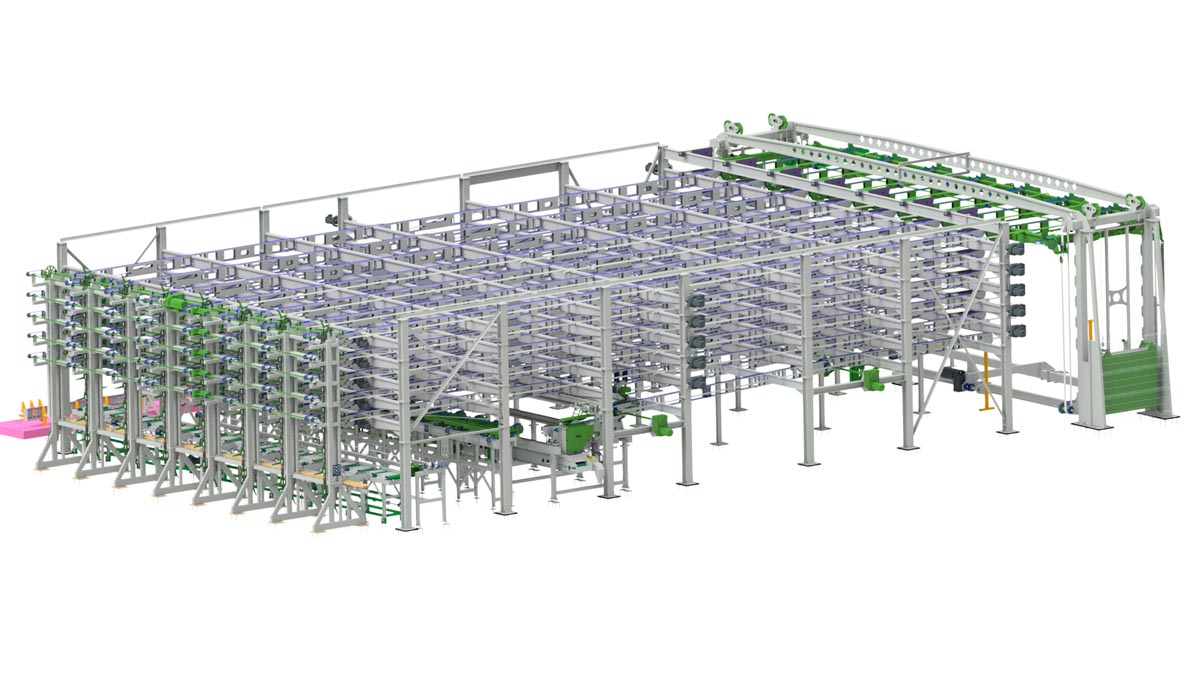
Mechanisierung der Verzinkung
Kurze Beschreibung
Förderer
2. Kettenförderer mit Auffangmechanismus (Pos. 1020)
3. Aufzug - Paternoster (Pos. 1030)
4. Etagen-Sortierung von Holz (Pos. 1040)
5. Kettenförderer mit Portalaufzug (Pos. 1050)
6. Kettenförderer mit Vorratsbehälter (Pos. 1060)
7. Kettenförderer mit Entlader (Pos. 1070)
8. Kapabschneidssäge (Pos. 1080)
9. Kettenförderer mit Rollförderer (Pos. 1090)
Technische Parameter
- Gesamtleistung der Elektromotoren [kW]: 226
- Takt – Zuführung zur Hobelmaschine [Stück/Min]: 75
- Takt – vor dem Paternoster [Stück/Min]: 22
- Holzlänge vor der Kürzung [m]: 7,5-15,1
- Holzlänge nach der Kürzung [m]: 1,8-15,0
- Holzbreite [mm]: 70-250
- Holzhöhe [mm]: 19-100
- Holzart: Fichte, Kiefer
- Gesamtgewicht [kg]: 157.350
Referenz
-
IDE Woods - Sawmill

Verzinkung - Ergänzen des Namens
Kurze Beschreibung
Lorem ipsum ....
Förderer
Lorem ipsum ....
Technische Parameter
Lorem ipsum ....
Referenz
Lorem ipsum ....

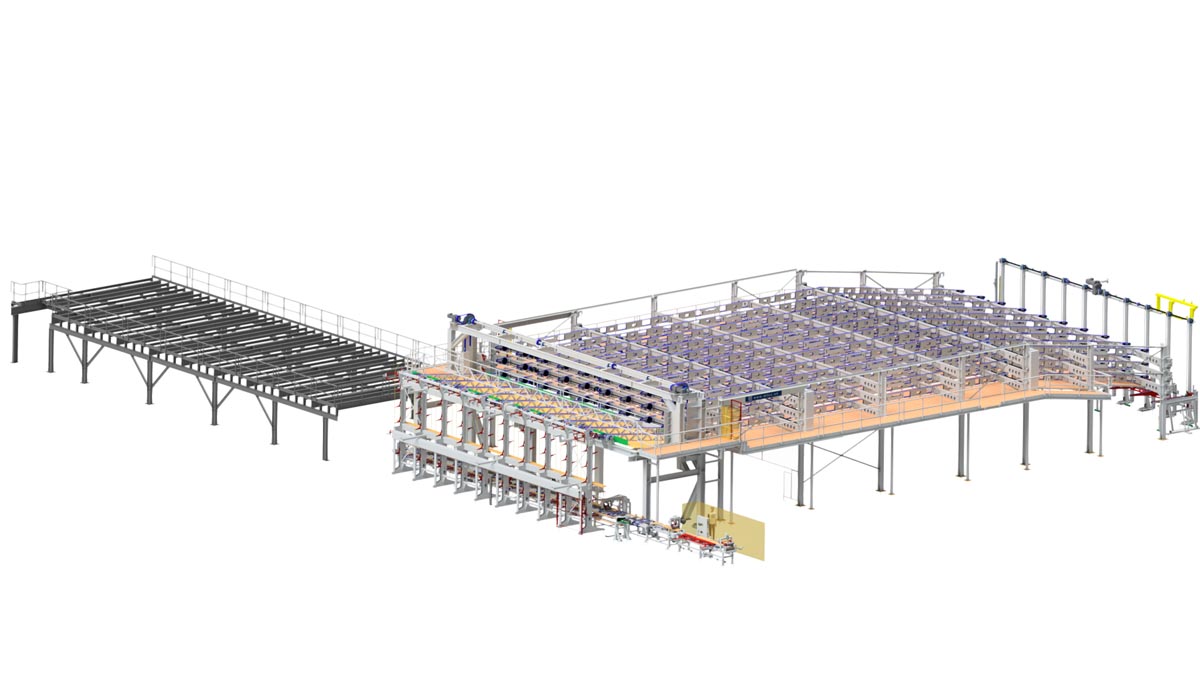

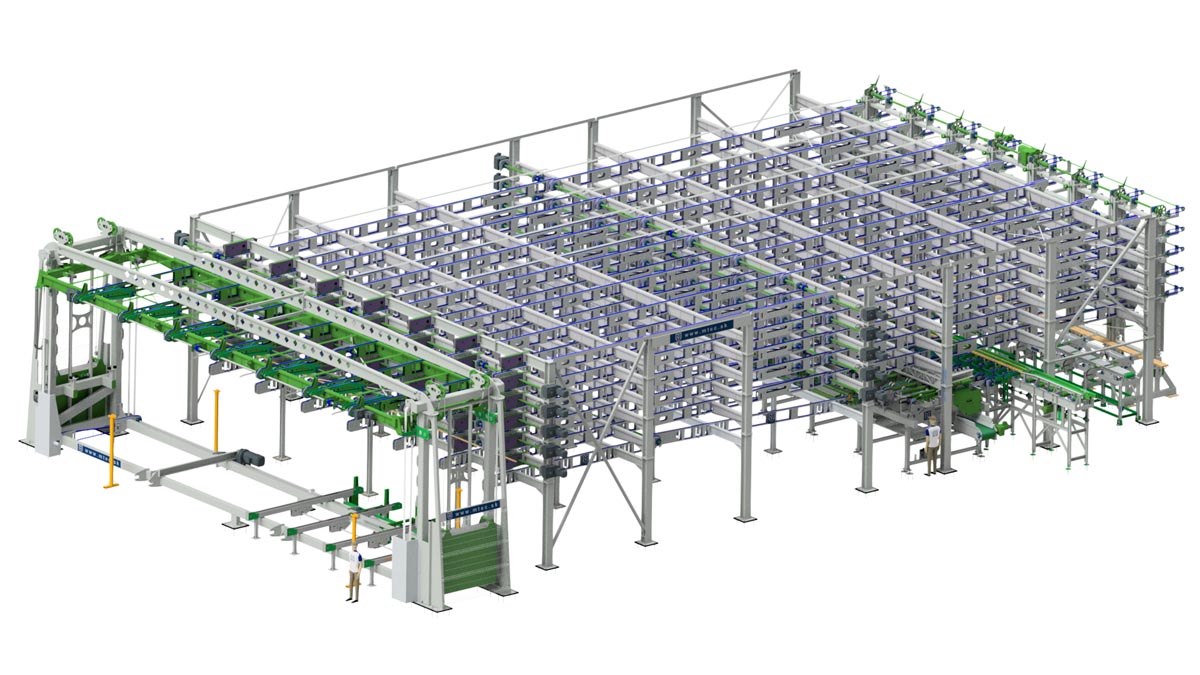
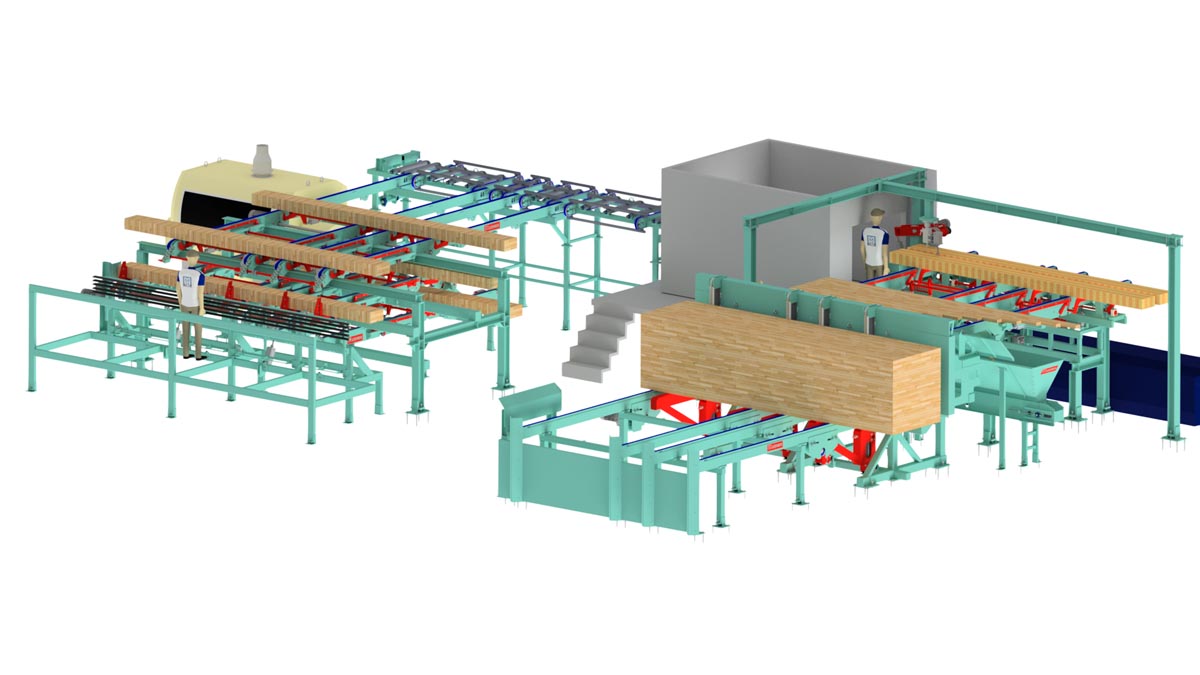
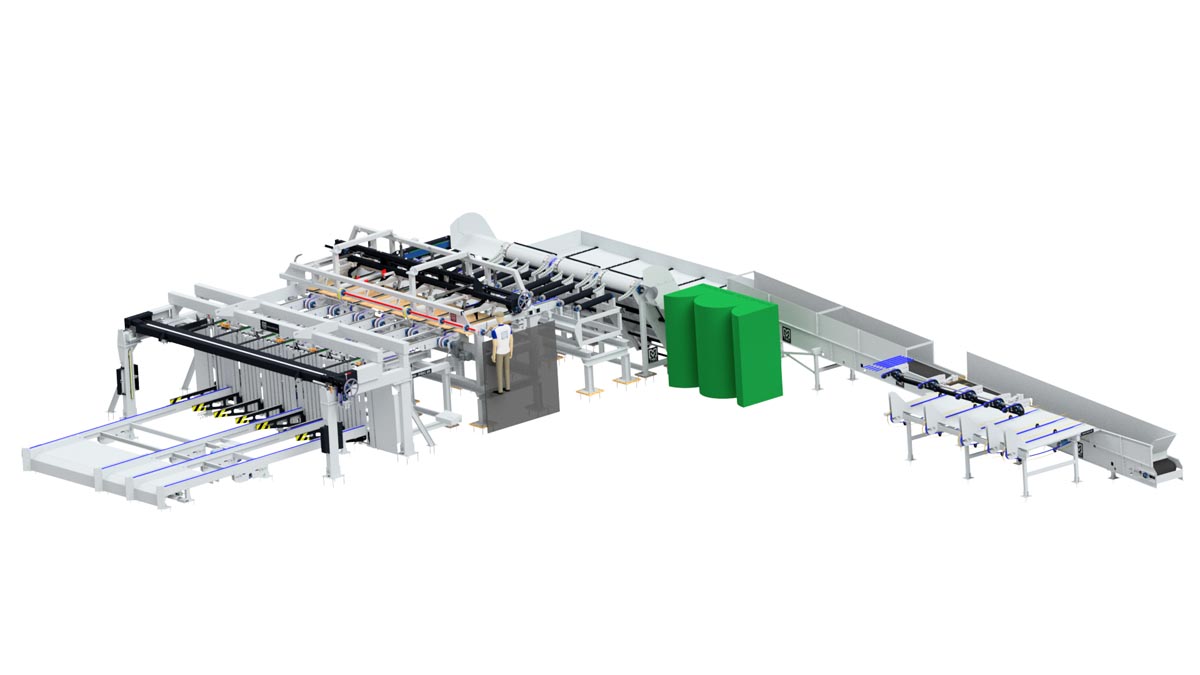
Eingabe des Holzes in die Kapabschneidssäge vor der Verzinkungsanlage
Kurze Beschreibung
Der Eingang des Holzes in die Kapabschneidssäge besteht aus einem Mechanisierungssystem zum Auflösen von Holzpaketen, zur Qualitätsbewertung des Holzes und dessen Ausrichtung. Der Frontlader legt das Holzpaket auf Kettenförderer, die das Holz zu einem Hebe-Rollenförderer transportieren. Von diesem Förderer wird das Holz in Schichten mittels eines Vakuumportals auf Kettenförderer übertragen. Auf diesem Förderer wird das Holz mit einem Brettstopper entmischt. Die entmischten Bretter werden auf Kettenförderer mit Trägern weitertransportiert, die mehrere Mechanismen integriert haben. Zunächst handelt es sich um Ausrichtrollen zur Ausrichtung auf eine einheitliche Null-Linie. Danach folgt eine Fräsmaschine, die die Vorderkante der Bretter ausrichtet, wobei die Bretter während des Ausrichtens durch einen oberen Andruck gedrückt werden. Das Brett wird dann durch einen Feuchtigkeitsmesser geführt und zur Festigkeitsmessung weitergeleitet. Nach dieser Messung wird das Brett auf einem Rutschmechanismus zur Bedienung abgesenkt, die die Qualität des Bretts anhand von Fehlern wie Knoten oder gespaltenen Enden beurteilt. Diese Mängel werden mit UV-phosphoreszierender Kreide markiert, sodass die folgenden Sensoren sie erkennen und die Bretter nach Qualität sortieren können. Das vom Bediener überprüfte Brett wird auf Kettenförderer freigegeben, auf denen unbrauchbare Bretter in einen Ausschubkasten befördert werden, indem sie durch Kettenklappen über den Rollenförderer gehoben werden, während das für die Kürzung vorgesehene Holz auf dem Rollenförderer weitertransportiert wird. Auf dem Rollenförderer befindet sich ein Paar Sensorrollen, die auf die UV-Kreide reagieren. Je nach Qualität des Holzes kann es in ein Paar Kettenförderer umgeleitet werden, die als operatives Zwischenlager für die spätere Verarbeitung von Holz der zweiten Klasse dienen. Ein Kettenförderer mit Entlader dient auch als seitlicher Eingang für das Holz zur Kürzung. Das Brett, das zur Kürzung führt, wird am Ende des Rollenförderers durch Kettenklappen über den Rollenförderer gehoben und auf einen Kettenförderer mit einem Brettstopper und einem ausfahrbaren Anschlag für wartendes Holz freigegeben. Am Ende der Kettenförderer befinden sich pneumatisch betriebene Hebewalzen, die das Brett anheben und über den Kettenförderer führen, von wo es von der Kapabschneidssäge aufgenommen wird.
Förderer
2. Rollförderer mit Hebeeinrichtung (Pos. 10)
3. Vakuumportal (Pos. 20 – Kundenlieferung)
4. Zwischenlatten-Verschieber (Pos. 25)
5. Kettenförderer mit Entmischung (Pos. 30)
6. Kettenförderer mit Fräse und Messung (Pos. 35)
7. Förderer zur Qualitätskontrolle (Pos. 45)
8. Kettenförderer (Pos. 50)
9. Rollförderer mit Messung (Pos. 55, 60)
10. Kettenförderer mit Entmischung und Klappe (Pos. 62)
11. Kettenförderer mit ausfahrbarem Anschlag und Klappe (Pos. 66)
12. Kettenförderer mit Entmischung (Pos. 70)
Technische Parameter
- Gesamtleistung der Elektromotoren [kW]: 82
- Kapazität in Längemetern [m/Schicht]: 4.950
- Holzlänge [m]: 3-5,1
- Holzbreite [mm]: 75-330
- Holzhöhe [mm]: 40-180
- Holzart: Fichte, Kiefer
- Pakettgröße [mm]: 1200x1400
- Paketlänge [mm]: 3000-5100
- Gesamtgewicht [kg]: 56.700
Referenz
- ODNOVA - Poľsko



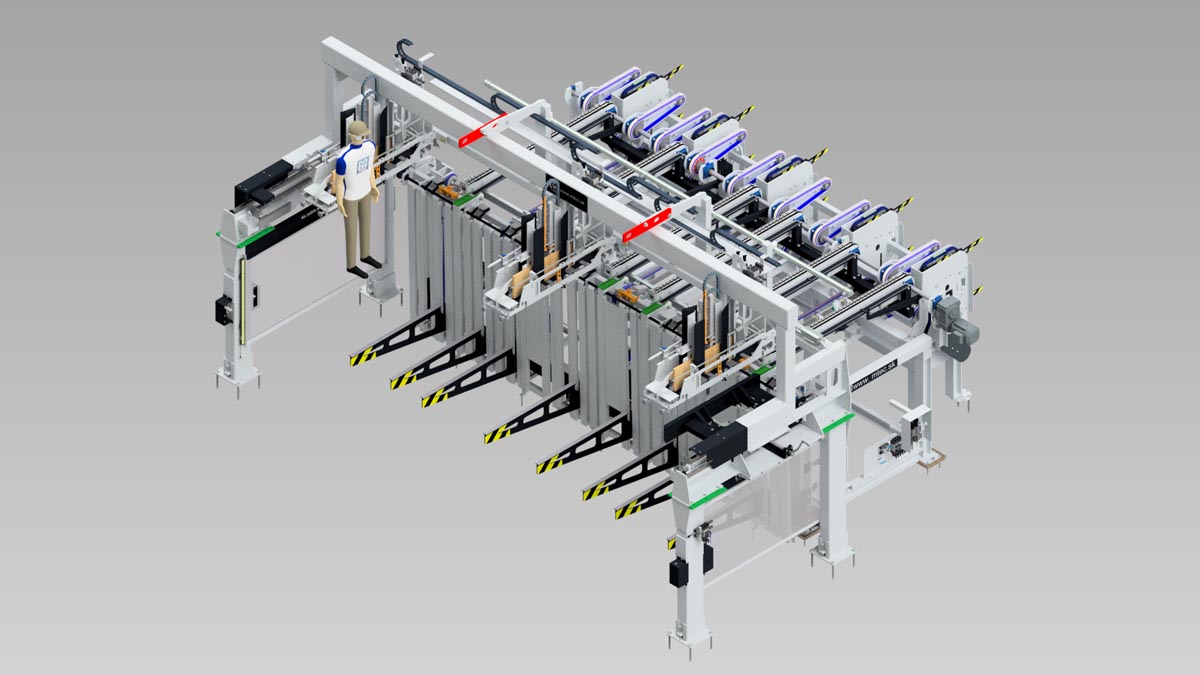
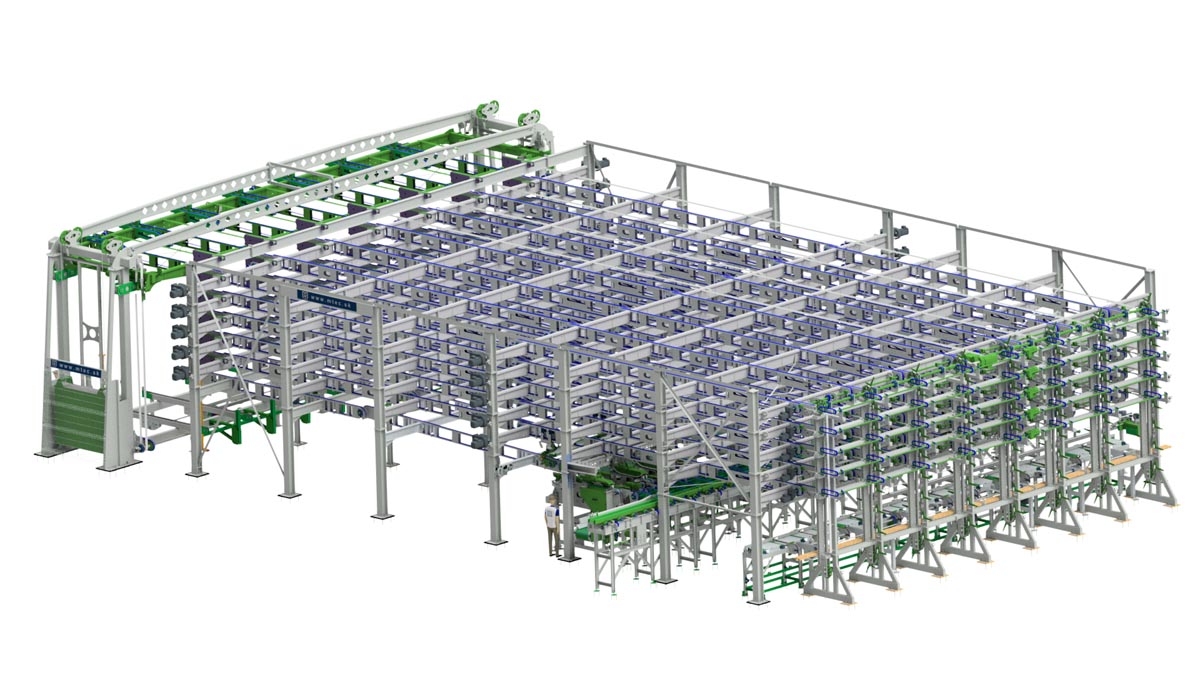
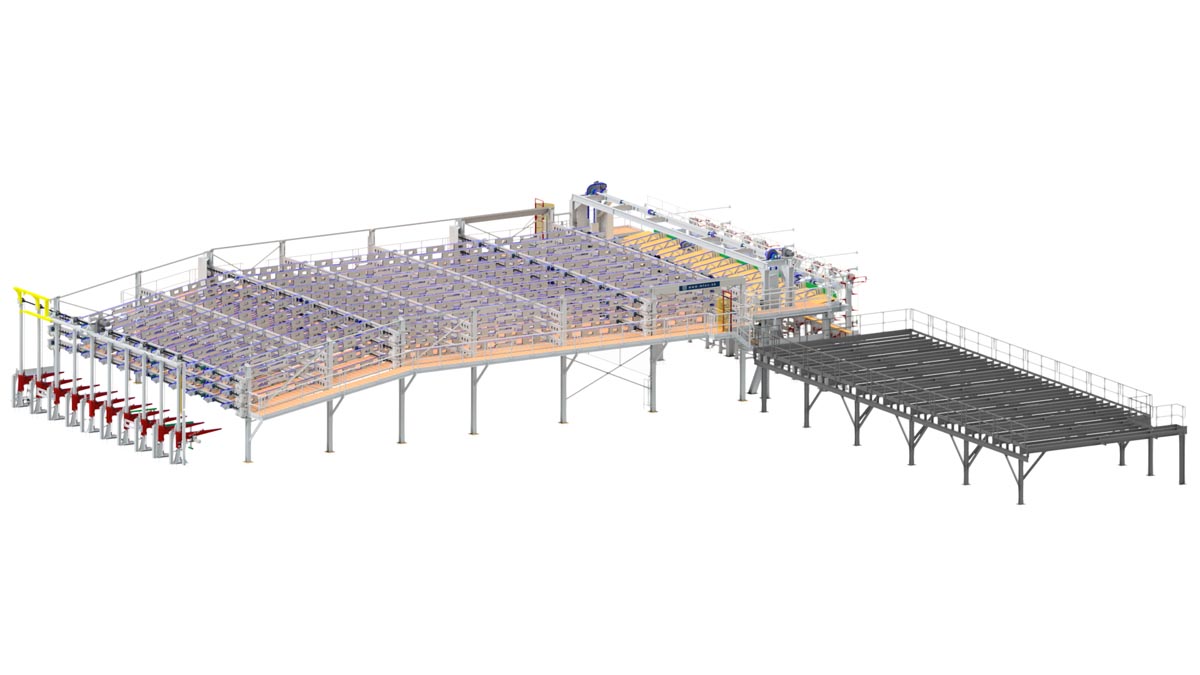
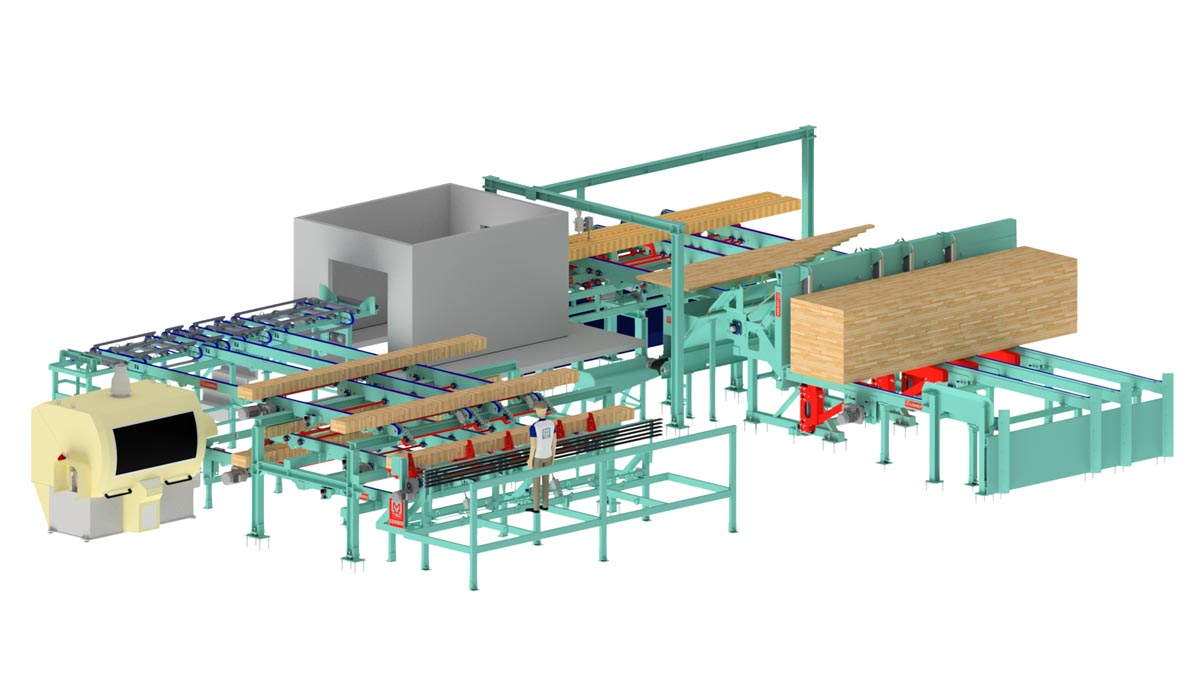
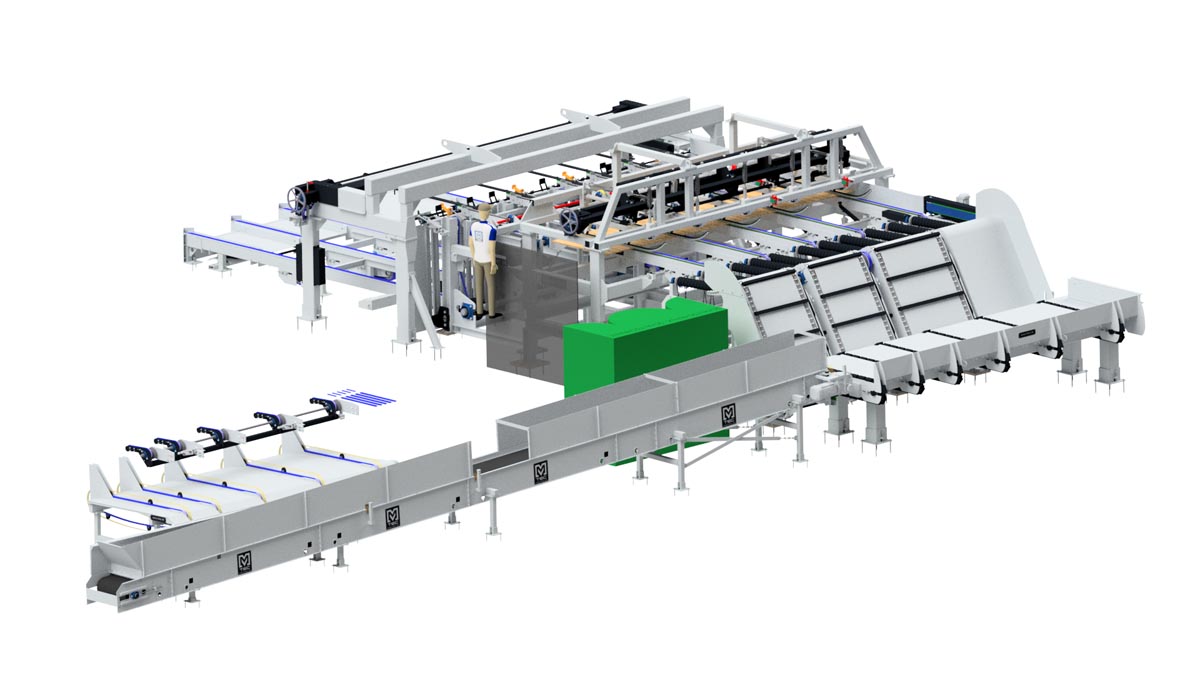
Mechanisierung rund um die Hobelmaschine
Kurze Beschreibung
Die Mechanisierung rund um die Hobelmaschine dient dem Auflösen von Holzpaketen für die anschließende Hobelung und der Qualitätsbestimmung des Holzes vor der Kürzungssäge. Das Holzpaket, das mit einem Frontlader auf Kettenförderer geladen wurde, wird über die Kettenförderer zum Entlader transportiert. Am Entlader wird das Paket angehoben und schichtweise auf Kettenförderer mit Entmischung übertragen. Auf diesen Förderern wird die Schicht Holz entmischt. Der Bediener, der an den Förderern steht, überprüft, ob die Bretter durch Abrutschen der Schicht ineinander geraten sind. Anschließend werden die Bretter auf einen steuerbaren Endanschlag transportiert. Vom Endanschlag wird das Brett mit einer Beschleunigungsrolle aufgenommen, die das Brett in die Hobelmaschine übergibt. Nach der Hobelmaschine wird das Brett auf einen Rollförderer abgelegt, in den Kettenförderer mit Trägern integriert sind. Die Aufgabe der Träger besteht darin, das Brett vom Rollförderer zu nehmen und auf Kettenförderer mit einem Stopper zu verschieben. Die Kettenförderer mit Stoppern dienen gleichzeitig als operatives Zwischenlager, während der Bediener die Qualität des vorherigen Holzes bestimmt. Wenn der Tisch zur Qualitätsbestimmung leer ist, wird von dem Stopper ein Brett auf den Tisch freigegeben, das nach unten gleitet. Nach der Qualitätsbestimmung wird das Holz entweder zu einer der beiden Etagen transportiert, die als Zwischenlager für Bretter der zweiten Qualität dienen, oder es wird direkt zur Kürzungssäge weitergeleitet, in der alle Mängel auf dem Brett entfernt werden.
Förderer
2. Entlader (Pos. 10)
3. Kettenförderer mit Entmischung (Pos. 20)
4. Beschleunigungsförderer (Pos. 25)
5. Rollförderer mit Kettenförderern und Trägern (Pos. 40)
6. Kettenförderer mit Stopper (Pos. 45)
7. Förderer zur Qualitätsbestimmung (Pos. 50)
8. Zwei-Etagen-Sortierung von Holz (Pos. 55)
Technické parametre
- Celkový výkon elektromotorov [kW]: 27,5
- Objem spracovania [m3/smena]: 37
- Dĺžka reziva [m]: 2,5-4,5
- Šírka reziva [mm]: 80-300
- Výška reziva [mm]: 25-130
- Drevo: Smrek, Borovica
- Paket [mm]: 1200x1200
- Dĺžka paketu [mm]: 2500-4500
- Celková hmotnosť [kg]: 21.000
Referenz
- KOLES - Slovenia


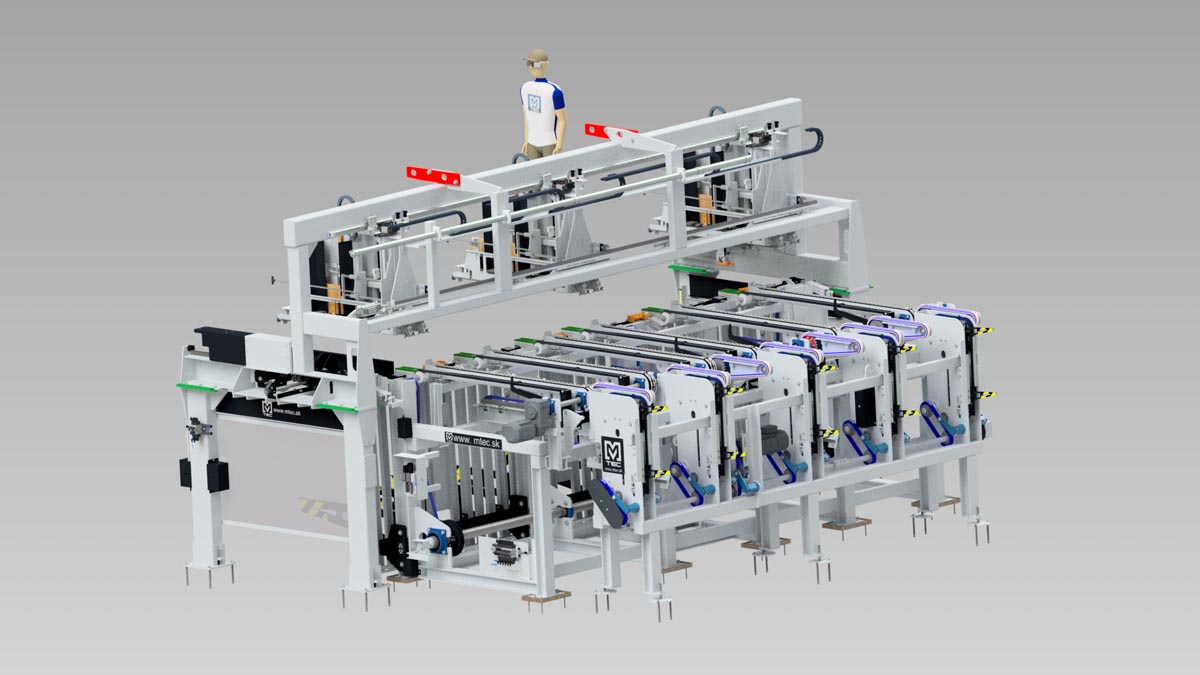
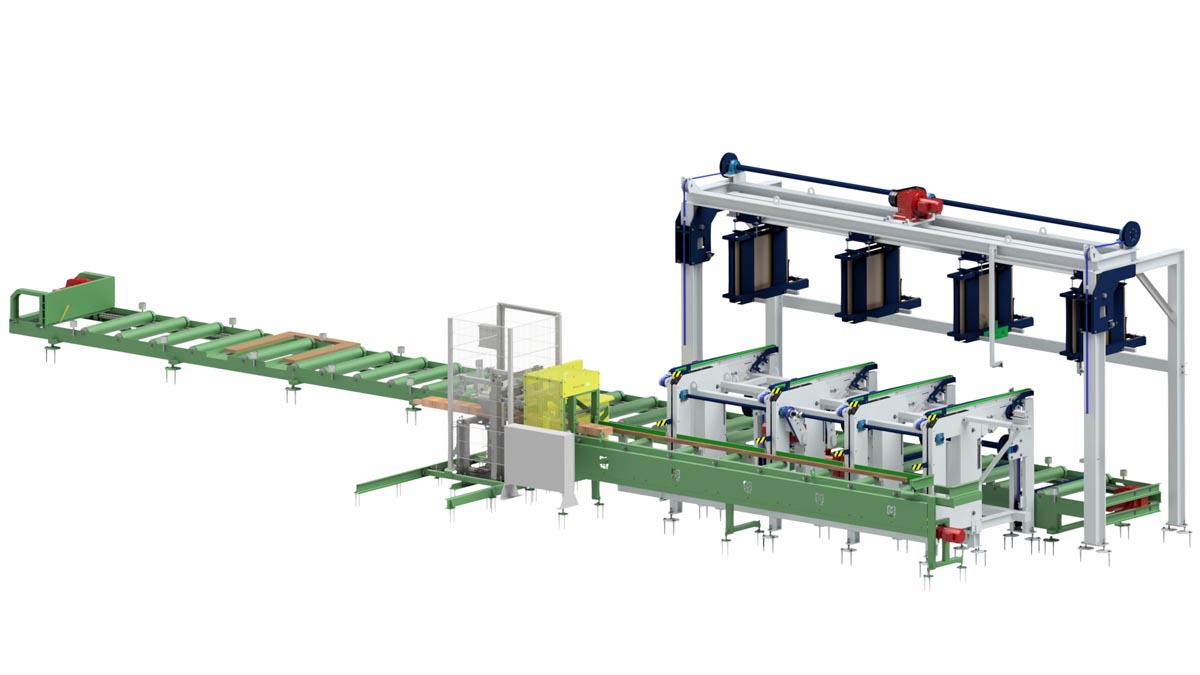
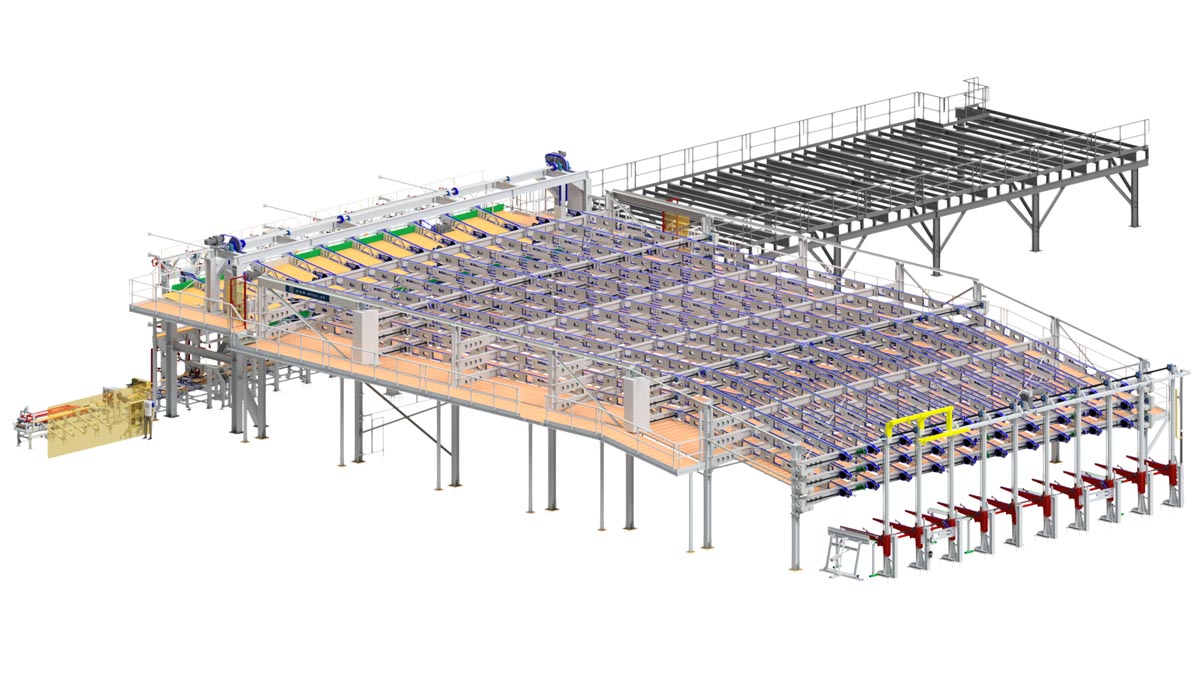
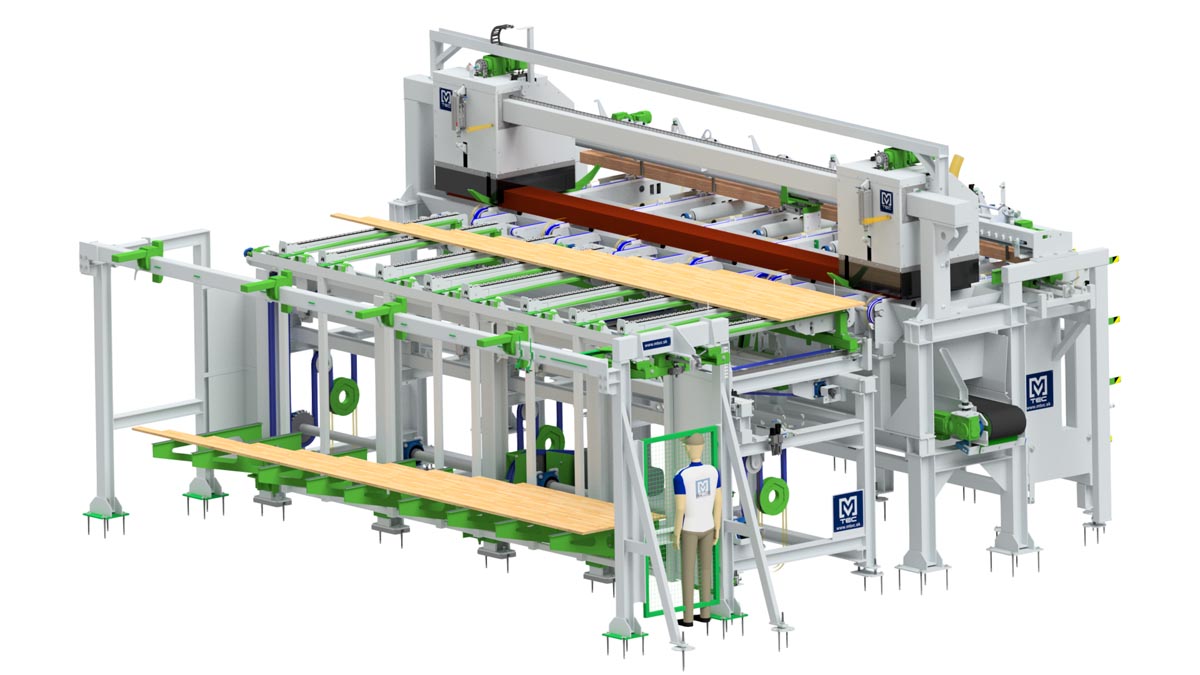
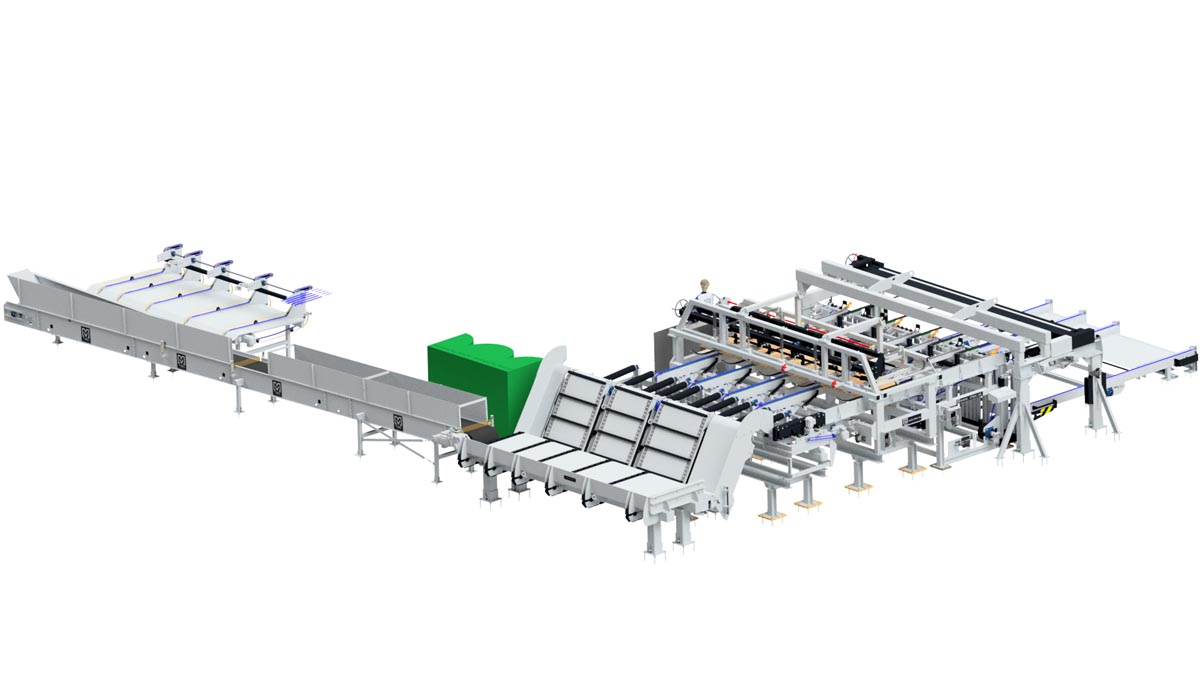
Stapelgerät nach der Hobelmaschine
Kurze Beschreibung
Das Stapelgerät nach der Hobelmaschine dient zum Stapeln von gehobeltem Holz zu einem Paket. Die Bretter, die über den Rollförderer kommen, werden mit Kettenklappen angehoben und auf Rollrutschen transportiert, von wo sie vom Paternoster aufgenommen werden. Der Paternoster, der sich vertikal-horizontal bewegt, nimmt die Bretter auf. Das gehobelte Brett wird vom Paternoster auf Querkettenförderer mit Trägern transportiert. In dieser Anwendung ist es üblich, dass bis zu drei Bretter übereinander transportiert werden, weshalb eine pneumatisch betriebene Klappe zur Entmischung eingesetzt wird. Der Mechanismus funktioniert durch das Öffnen der Klappe, sodass der Träger nur das unterste Brett aufnimmt. Das entmischte Brett wird dann über integrierte Ausrichtrollen transportiert, die das Brett auf eine einheitliche Null-Linie ausrichten. Das Brett wird anschließend durch ein Paar Kapabschneidensägen geführt, die die Enden des Holzes ausrichten. Das ausgerichtete Holz wird auf die Förderer des Staplers transportiert, wobei eine spezielle Kette verwendet wird, um das gehobelte Holz nicht zu beschädigen. Über die Kettenförderer wird das Brett bis zum festen Endanschlag transportiert, wo eine durchgehende Schicht von Brettern gebildet wird. Nachdem die gewünschte Länge der Schicht erreicht ist, werden die Kettenförderer nach unten abgesenkt, um die Bretter auf die Gabeln zu legen. Die von einem Elektromotor angetriebenen Gabeln fahren aus, die Förderer werden angehoben, und die Gabeln führen eine Rückwärtsbewegung aus, wobei sie die Bretter auf den Aufzug mit einem elektrisch gesteuerten Anschlag ziehen. In dieser Phase wird die gesamte gestapelte Schicht noch einmal mit einem seitlichen, pneumatisch gesteuerten Anschlag ausgerichtet. Der Stapelzyklus wird wiederholt, bis ein vollständiges Paket gestapelt ist, das dann mit dem Aufzug in die untere Position abgesenkt und über Kettenförderer für die weitere Verarbeitung transportiert wird.
Förderer
2. Paternoster (Pos. 10)
3. Klappe zur Entmischung (Pos. 25)
4. Kettenförderer mit Ausrichtung (Pos. 20)
5. Kapabschneidensägen (Pos. 30)
6. Stapelgerät (Pos. 40, 50)
7. Anschlag (Pos. 45)
Technische Parameter
- Gesamtleistung der Elektromotoren [kW]: 82
- Kapazität in Längemetern [m/Schicht]: 4.950
- Holzlänge [m]: 3-5,1
- Holzbreite [mm]: 75-330
- Holzhöhe [mm]: 40-180
- Holzart: Fichte, Kiefer
- Pakettgröße [mm]: 1200x1400
- Paketlänge [mm]: 3000-5100
- Gesamtgewicht [kg]: 56.700
Referenz
- Binderholz - Austria


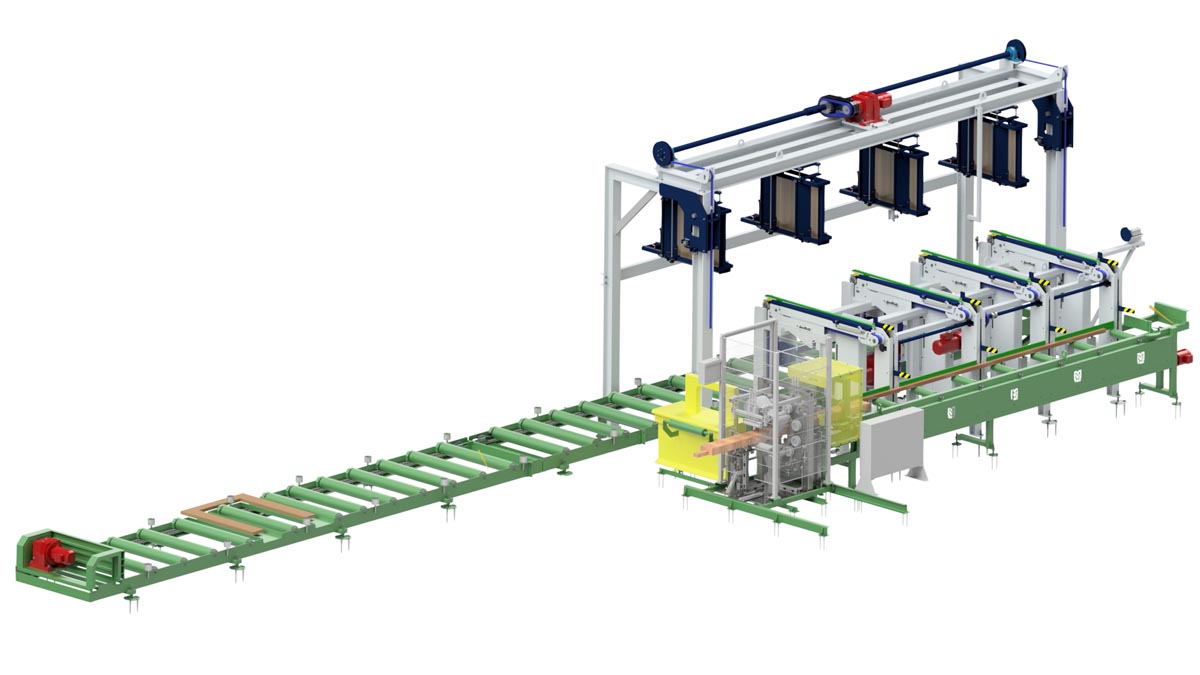
Stapelgerät – Sekundärholz
Kurze Beschreibung
Das Stapelgerät für Sekundärholz dient zum Stapeln von Holz der zweiten Qualität zu einem Paket. Die Bretter kommen über eine Sortierklappe auf ein Förderband und anschließend auf ein Förderband mit einer Dachkettenkonstruktion und einer Verkleidung, die verhindert, dass das Holz hängen bleibt. Das ankommende Holz wird längs ausgerichtet, und auf dem Förderband mit Dachkette wird die Transportrichtung von längs auf quer geändert. Von diesem Förderer wird das Holz auf einen Aufzug transportiert, dessen Aufgabe es ist, das Holz zu entmischen. Nach dem Aufzug folgt ein Ausrichtförderer mit Walzen und einer Schnecke, der das Holz auf eine einheitliche Null-Linie ausrichtet. Vom Ausrichtförderer wird das ausgerichtete Holz auf Querkettentransportbänder mit verstellbarem Anschlag transportiert, wo eine Schicht Holz zum Stapeln gebildet wird. Am Ende des Förderers, vor dem Eintritt in das Stapelgerät, ist ein sogenannter Brett-Stopper integriert. Der obere Haken des Stoppermechanismus wird je nach Holzbreite auf die entsprechende Position eingestellt, um die gewünschte Schicht Holz zum Stapeln zu erzeugen. Dieser Mechanismus sorgt auch dafür, dass die eingestellte Anzahl an Brettern abgezogen und an das Stapelgerät weitergeleitet wird. Das Stapelgerät ist eine Kombination aus Kettenförderern, Ablagegabeln und einem vertikal beweglichen Aufzug, die präzise miteinander zusammenarbeiten. Bei diesem Stapelgerät wird die Schicht Holz über Kettenförderer zum festen Endanschlag transportiert. Ein Sensor, der das Vorhandensein des ersten und letzten Brettes an der richtigen Stelle signalisiert, sendet einen Impuls an die Steuerungseinheit, wodurch die Förderer heruntergefahren werden und die Schicht auf die Gabeln abgelegt wird, die eine vorwärts-rückwärts Bewegung ausführen. Wenn die Schicht Holz auf den ausgefahrenen Gabeln liegt, werden die Förderer angehoben, die Gabeln führen eine Rückwärtsbewegung aus, und die Schicht wird mit einem elektrisch oder pneumatisch betriebenen Ausgleichsanschlag auf die Förderer des Aufzugs gezogen. Eine Doppelanschlagsvorrichtung ist integriert, um die Möglichkeit des schrägen Stapelns der Bretter zu ermöglichen. Während der Rückwärtsbewegung der Gabeln wird bereits die nächste Schicht Holz auf den Förderern transportiert. Der Aufzug wird um den gewünschten Schritt abgesenkt, und das Stapeln setzt sich fort. Nach mehreren Stapelzyklen, abhängig von der Dicke und Länge des Holzes, wird das gesamte Paket durch den Aufzug auf Querkettentransportbänder abgesenkt und für die weitere Verarbeitung transportiert.
Förderer
1. Sortierklappe (Pos. 5)
2. Kettenförderer (Pos. 10)
3. Bandförderer (Pos. 20)
4. Förderer mit Dachkette (Pos. 30)
5. Aufzug (Pos. 40)
6. Ausrichtförderer (Pos. 50)
7. Querkettentransportbänder (Pos. 60)
8. Förderer zur Bildung einer Schicht Bretter (Pos. 70)
9. Stapelgerät (Pos. 80)
10. Verstellbarer Anschlag (Pos. 85)
11. Querkettentransportbänder (Pos. 90)
Technische Parameter
- Gesamtleistung der Elektromotoren [kW]: 36,4
- Stapelgeschwindigkeit TAKT [Stück/Min]: 40
- Holzlänge [m]: 3-5,2
- Holzbreite [mm]: 70-300
- Holzhöhe [mm]: 15-80
- Gesamtgewicht [kg]: 29.475
Referenz
- Binderholz - Austria

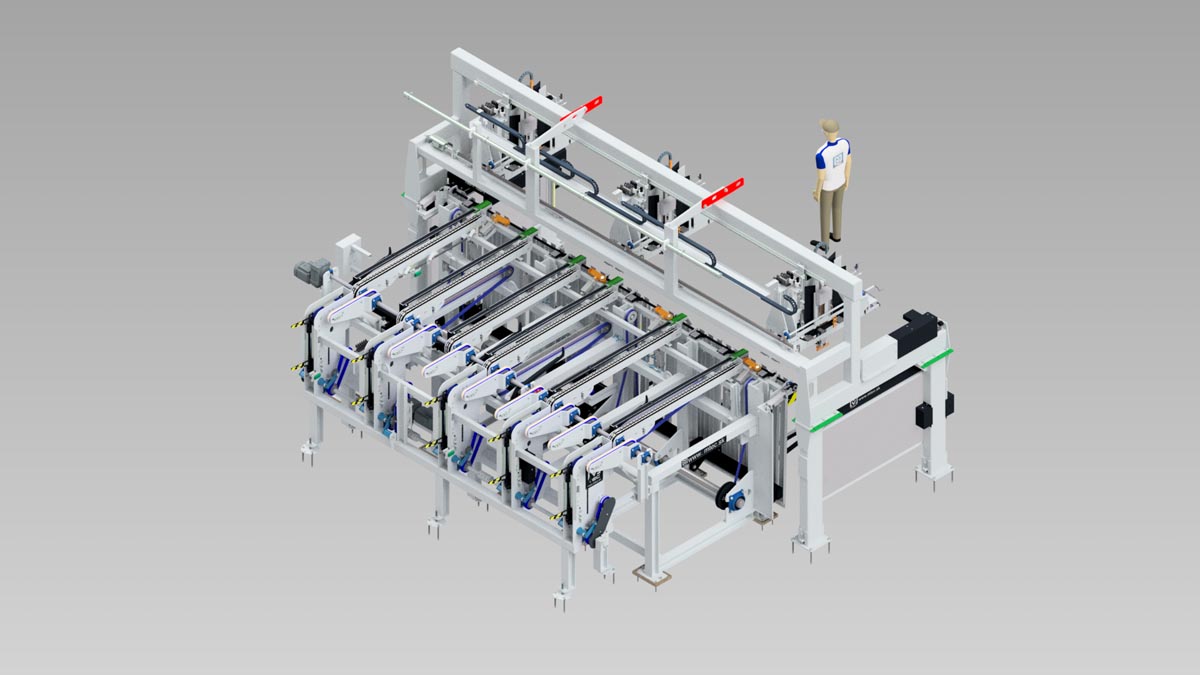
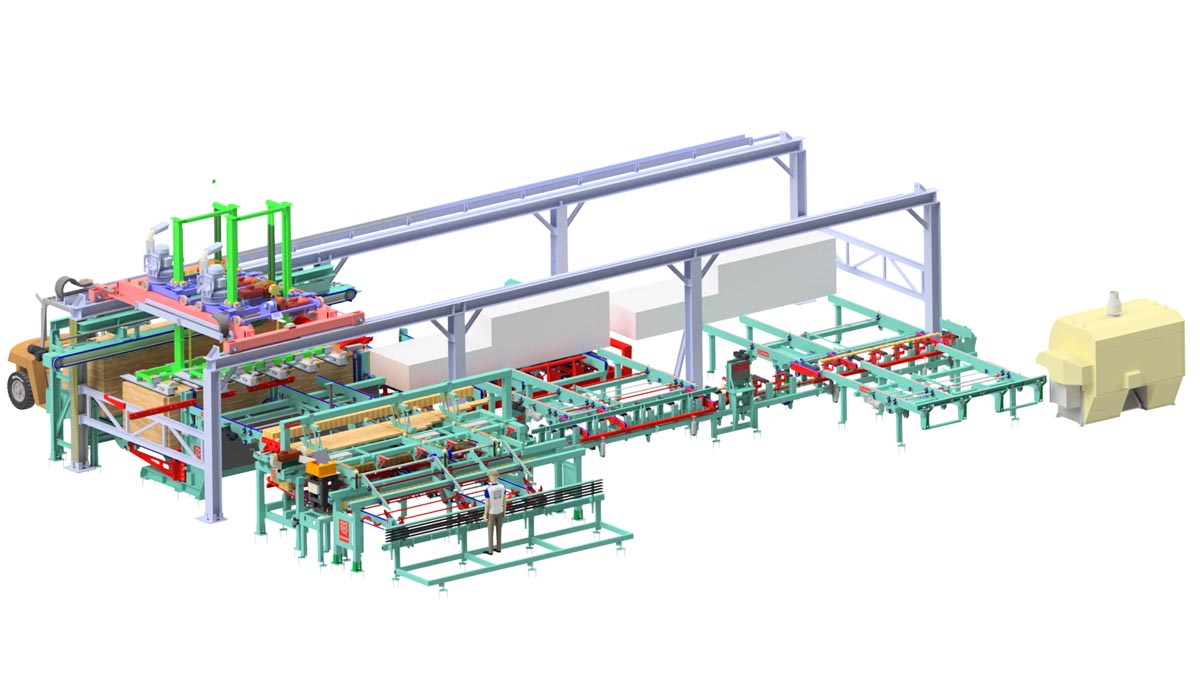
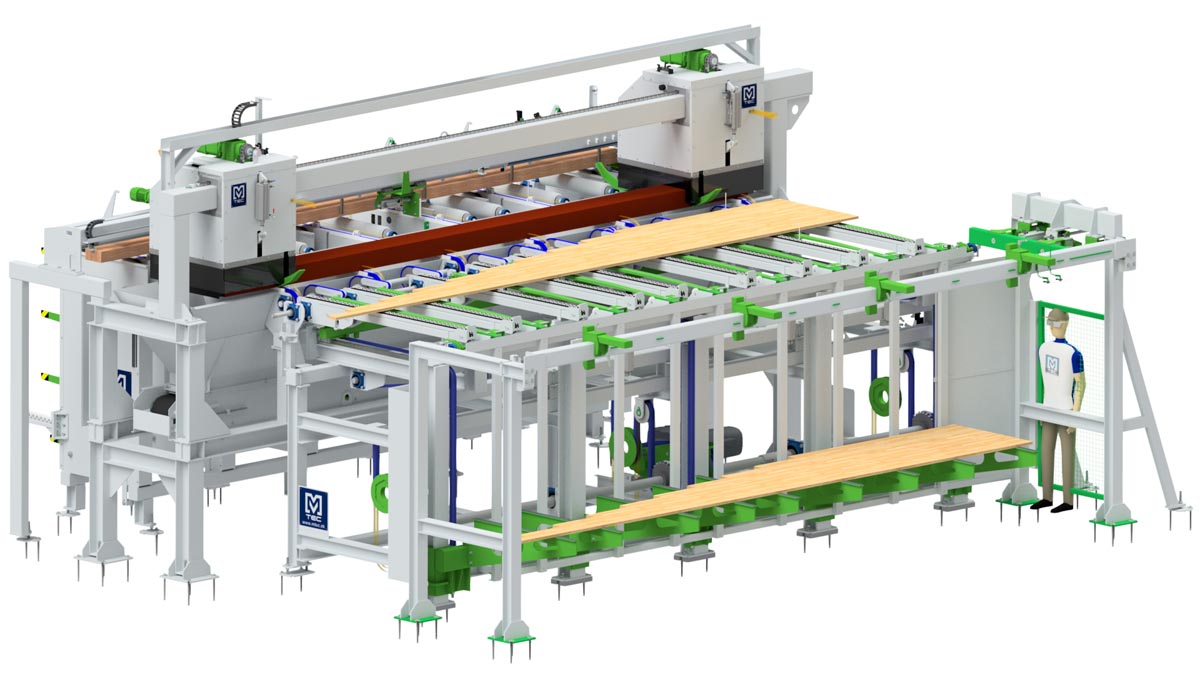
Stapelgerät nach der Hobelmaschine – Hauptrohholz
Kurze Beschreibung
Das Stapelgerät nach der Hobelmaschine für Hauptrohholz dient zum Stapeln von gehobeltem Holz zu einem Paket. Die auf Null-Linie ausgerichteten Bretter werden über Förderbänder zum Paternoster transportiert, wo der Träger, der sich vertikal-horizontal bewegt, die Bretter aufnimmt. In dieser Anwendung kann es mit einer Geschwindigkeit von 65 Stück/Min arbeiten, was etwa 1,1 Brettern pro Sekunde entspricht. Das gehobelte Brett wird vom Paternoster auf Querkettenförderer des Staplers transportiert, auf denen eine spezielle Kette verwendet wird, um sicherzustellen, dass das gehobelte Holz nicht beschädigt wird. Über die Kettenförderer wird das Brett bis zum festen Endanschlag transportiert, wo eine durchgehende Schicht von Brettern gebildet wird. Nachdem die gewünschte Länge der Schicht erreicht ist, werden die Fanghaken ausgefahren, die verhindern, dass weitere Bretter zum Stapeln kommen. Die Kettenförderer werden nach unten abgesenkt und legen die Bretter auf die Gabeln. Die von einem Servomotor angetriebenen Gabeln, um eine höhere Stapelleistung zu erreichen, fahren aus, die Förderer werden angehoben, und die Gabeln führen eine Rückwärtsbewegung aus, wobei sie die Bretter auf den Aufzug mit einem pneumatisch oder elektrisch gesteuerten Ausgleichsanschlag ziehen. Eine Doppelanschlagsvorrichtung wird im Stapler verwendet, um die Schicht Bretter parallel zueinander zu stapeln und Zwischenlatten zu verwenden oder die Bretter schräg ohne Zwischenlatten zu stapeln. Der Aufzug wird um einen Schritt abgesenkt, und der spezielle doppelte Lattenheber legt eine Latte auf den Rand des Pakets, verschiebt sich leicht und legt die zweite Latten auf die gegenüberliegende Seite des Pakets. Dieses System wird verwendet, damit die Zwischenlatten nicht über das Paket hinausragen und das Paket problemlos verpackt werden kann. Der Stapelzyklus wird wiederholt, bis ein vollständiges Paket gestapelt ist, das dann mit dem Aufzug in die untere Position abgesenkt und über Kettenförderer für die weitere Verarbeitung transportiert wird. Der Aufzug kehrt mit hoher Geschwindigkeit in die Stapelposition zurück, um sicherzustellen, dass bei maximaler Leistung der Hobelmaschine keine Verzögerung erforderlich ist. Die gesamte Linie ist so abgestimmt, dass bei einer Geschwindigkeit von 65 Stück/Min während des Entnehmens des Pakets ein reibungsloser Betrieb des Hobelns gewährleistet ist.
Förderer
- Riemenförderer (Pos. 5)
- Aufzug (Pos. 10)
- Stapelgerät (Pos. 20)
- Lattenheber (Pos. 50)
Technische Parameter
- Gesamtleistung der Elektromotoren [kW]: 12,7
- Stapelgeschwindigkeit TAKT [Stück/Min]: 65
- Ausführung:
- Holzlänge [m]: 3-5,2
- Holzbreite [mm]: 38-300
- Holzhöhe [mm]: 15-80
- Pakettgröße [mm]: 900-1200
- Pakethöhe [mm]: 300-1200
- Gesamtgewicht [kg]: 12.009
Referenz
- Binderholz - Austria